Elektrická schéma smerovača. Elektroinštalácia kovoobrábacích stolov, princíp elektrickej schémy riadenia vertikálnej frézovacej stolice. Svojpomocná inštalácia pre CNC frézku na drevo
ELEKTROSPETY
ELEKTROSPETY
Elektroinštalácia kovoobrábacích stolov,
princíp elektrickej riadiacej schémy pohonnej jednotky vertikálnej frézovacej stolice
Princíp elektrickej schémy riadiacej jednotky vertikálnej frézky
verstat (obr. 4.5-4)
Pridelenie. Na obsluhu režimov robota frézovacieho pracovného stola EO model 654.
Poznámky:
1. Vreteno verstatu je vedené pri zadnom kolese s AT ťahom 13 kW pri konečnej rýchlosti 141 rad/s cez prevodovku s 18 stupňami a zmenou otáčok od 2,5 do 125 rad/s. Miešanie sladkosti - ručne.
2. Neskôr je priečny pohyb stola v rozsahu nastavenia rýchlosti posuvu od 10 do 1000 mm/xv a vertikálny pohyb vretenovej hlavy je v rozsahu nastavenia 4 až 400 mm/xv - stacionárny motor.myseľ (DP) cez podávaciu skriňu s plynulou elektrickou reguláciou Otáčky sú v rozsahu 10:1. Elektromechanická regulácia otáčok zabezpečí pracovné posuvy a prevody pre stôl a vreteník vretena.
3. Zmena smeru sa vykonáva pomocou elektromagnetických spojok zapustených v strede skrine podávacej skrine. Elektromagnetické spojky zabezpečujú nezávislé zaradenie všetkých troch pohybov a ich súčasné pôsobenie.
Základné prvky obvodu.
DSCH, DS, DO- AT pohony s rotorom vretena nakrátko,
olejové čerpadlo, chladiace čerpadlo.
DP- Motor stacionárnej trysky na prúdenie krmiva.
MU- magnetický booster pre životnosť a reguláciu DP.
Poznámky:
1. Trojfázový magnetický zosilňovač má vinutia:
- robotika (w р), zapínaná cez diódu (D1... Db);
- Ovládanie (w y), zahrnuté na regulátore otáčok (PC).
2. Odkaz na bránu je v dvoch verziách:
- Záporná napäťová väzba (Uон) na svorkách kotvy;
- pozitívny spätný spoj pozdĺž struma (Upt), ktorý je odstránený z usmerňovača (VP2) pripojeného k struma transformátoru (CT)
KS, KP a CT- vretenové stýkače, štartovacie a galvanické.
ROP a RN- relé pre každodenný život vo vinutí budenia motora
ustálený prietok (OVDP) a napäťové relé na kotve DP.
RM- relé je maximálne, prietok kotvou sa zníži na hodnotu Iа=2Inom
RP1- Medzirelé pre násobenie kontaktov laniek.
RP2- dočasné relé, pre komutáciu lanciet flexibilného nastaviteľného pohybu stolovej alebo vretenovej hlavy pracovného stola.
VSh, VP2, VPZ- rovnačky pre Lanzyug galmuvannya, keruvannya,
zobudiť sa.
Tr.-Transformátor Lanzyug Galmuvannya.
riadiace orgány.
VS- výber vretena pre priamu voľbu ovíjačky („lіve“ - „vimk.“ - „right“).
Kniha P1 a Kniha P2- Tlačidlá „štart“ DS a DP.
Kniha B a kniha T- tlačidlá „shvidko“ a „poshtovkh“, pre zmenu pohybu stola (hlavy vretena) a v individuálnom režime.
Kn.CI a Kn.S2- „stop“ tlačidlá DS a DP.
Režimy Keruvanya.
Prevádzkové (automatické) – typ Kn.P1, Kn.GO a VSh.
Nalagodžuvalnyj – od Kn.T.
Rozšírte funkčné možnosti ručného elektrického náradia, urobte ho praktickejším, pohodlnejším a bezpečnejším, čo umožňuje pripevnenie na ručnú frézu. Sériové modely takýchto zariadení sú drahé na zostavenie, ale môžete ušetriť peniaze na ich prílohách a vytvoriť miesto na vybavenie dreveného smerovača vlastnými rukami.
Pomocou ručného smerovača ako šikovného univerzálneho nástroja je možné vytvárať rôzne typy zariadení
Hlavná požiadavka na pripevnenie frézky spočíva v tom, že nástroj siaha po povrchu až k povrchu, ktorý je vytvorený v požadovanej priestrannej polohe. Príslušenstvo pre frézovacie lavice, ktoré sa najčastejšie používa, je súčasťou štandardnej výbavy takéhoto vybavenia. Rovnaké modely, ktoré majú vysoko špecializované účely, je možné zakúpiť priamo alebo pripraviť vlastnými rukami. Vzhľadom na to je dizajn dreveného smerovača taký, že ich príprava vlastnými rukami nespôsobuje žiadne zvláštne problémy. Pre vlastnoručne vyrobené zariadenia pre ručný router nie sú potrebné žiadne stoličky - postačujú ich malé.
Medzi zariadeniami pre drevený router, ktoré si môžete vyrobiť vlastnými rukami, je len málo populárnych modelov. Poďme sa pozrieť na ich správu.
Paralelný doraz pre rovné a zakrivené rezy
Roztrhávacie oplotenie pre ďalšiu základnú plochu, ktoré umožňuje rezať rovné rezy do dreva pozdĺž týchto plôch, je jedným z najobľúbenejších prídavných zariadení a je súčasťou štandardnej sady väčšiny modelov. Pri takomto zariadení môže byť základným prvkom pre každý pracovný stôl bočná strana označeného dielu alebo vodiaca lišta, dokončovanie drážok na obrobku, ako aj frézovanie okrajových dielov.

Konštrukcia paralelného dorazu pre router obsahuje nasledujúce úložné prvky:
- tyče, ktoré sa vkladajú do špeciálnych otvorov v tele frézy;
- zaisťovacia skrutka, z ktorej sú tyče upevnené v požadovanej polohe;
- presná nastavovacia skrutka, ktorá je potrebná na presnejšie nastavenie stojana, na ktorom budú umiestnené všetky frézy na základnej ploche;
- oporné podložky, ktoré sa používajú na opretie o základnú plochu (u niektorých modelov paralelných dorazov sa prenáša možnosť meniť polohu medzi opornými podložkami).
Ak chcete pred prácou pripraviť zastávku pre smerovač, musíte urobiť nasledovné:
- zasuňte dorazové tyče do otvorov na stojane frézky a zaistite ich v požadovanej polohe zaisťovacou skrutkou;
- Po uvoľnení aretačnej skrutky a jemne nastavenej skrutky upravte polohu medzi celou frézou a nosnou plochou upevnenia.



Pridaním paralelného dorazu k jednému jednoduchému kusu môžete pomocou tohto zariadenia vyrobiť drevo nielen rovné, ale aj zakrivené. Takýmto kusom je drevený blok, ktorého jedna strana je rovná a na druhej strane je zárez okrúhleho alebo rohového tvaru. Ukladá sa medzi nosné podložky dorazu a základnú plochu orezaného kusu dreva, ktorý má zakrivený tvar.
V tomto prípade teda musí blok svojou rovnou stranou priliehať k nosnému obloženiu zariadenia a stranou s drážkou - k zakrivenej základnej ploche. Práca s paralelným dorazom, dodatočne vybaveným takýmto blokom, bude dráha mimoriadne úhľadná, fragmenty polohy smerovača v tejto situácii zostanú nestabilné.

Rovná pneumatika
Rovná vodiaca lišta, ako aj paralelný doraz zaisťujú priamy pohyb frézky po základnej ploche počas procesu rezania dreva. Niekedy sa výmenou paralelného dorazu môže takáto priamka pre frézku predĺžiť pod akýmkoľvek rezom až po okraj otvoru, ktorý je rozstrapkaný. Týmto spôsobom môže rovná pneumatika zabezpečiť možnosť presného pohybu frézy pri rezaní dreva takmer v akejkoľvek horizontálnej rovine. Vodiaca lišta je vybavená prídavnými konštrukčnými prvkami, ktoré sú vhodné aj na frézovanie otvorov, ako sú napríklad vyrezávané do dreva so zrnitou dyhou.
Upevnenie vodiacej lišty na pracovnom stole alebo na orezávanom obrobku je zaistené špeciálnymi svorkami. Pretože v základnej konfigurácii zariadenia sú takéto svorky denne, na tieto účely sú vhodné primárne svorky. Niektoré modely rovných pneumatík môžu byť vybavené špeciálnym adaptérom, ktorý sa často nazýva topánka. Adaptér, ktorý sa za dve tyče pripája k základni frézy, sa pri procese spracovania pohybuje po profile pneumatiky a zabezpečuje tak pohyb pracovnej hlavy frézy v danom smere.

Takéto zariadenie na frézovanie, ako je vodiaca lišta, sa najlepšie používa v súprave s frézami, nosnou plošinou s nohami, ktoré sú výškovo nastaviteľné. Bude to vysvetlené takto. V týchto situáciách, ak sa nosné plochy frézky a pneumatík objavia v rôznych horizontálnych rovinách, čo môže nastať pri veľmi tesnom prispôsobovaní rezanému drevenému obrobku, nohy nástroja, ktoré možno nastaviť, môžu spôsobiť rozdiel.
Priame zariadenia na vybavenie smerovača, ktoré budú bez ohľadu na jednoduchosť ich dizajnu vysoko efektívne a dajú sa pripraviť vlastnými rukami bez špeciálnych skladacích nástrojov. Najjednoduchšia forma takýchto zariadení môže byť vyrobená z dlhého dreveného bloku, ktorý je pripevnený k rámu, ktorý je zostavený pomocou prídavných svoriek. Aby bola táto poloha ešte šikovnejšia, môžete ju doplniť zarážkami na zadok. Ak blok položíte a upevníte súčasne na dva (alebo viac) kusov dreva, vyfrézovanú drážku na povrchu vyrežete jedným prechodom.

Hlavný problém vyššie opísanej konštrukcie spočíva v tom, že nie je ľahké presne upevniť blok pozdĺž línie rezu. Podobná skratka bola odstránená z priameho pripojenia dvoch štruktúr umiestnených nižšie.
Prvým z takýchto zariadení je zariadenie na prípravu dosiek a preglejkových dosiek navzájom spojených. Aby ste zabezpečili zarovnanie tejto inštalácie vo vzťahu k okraju drážky, je potrebné postupovať podľa krokov: postavte sa od okraja dorazu k okraju preglejky (základne) a uistite sa, že presne zodpovedá stojanu, na ktorom nástroj, ktorým otáčate, sa objaví v extrémnych bodoch základne frézky. Inštalácia zostavenej konštrukcie je obmedzená skutočnosťou, že drevo je orezané frézami rovnakého priemeru.

Pri frézovacích operáciách, ktoré zahŕňajú nástroje rôznych priemerov, úplne vystužte zariadenie s inou konštrukciou. Zvláštnosť zvyšných spočíva v tom, že fréza sa pri použití prilepí na doraz celou svojou podrážkou, nielen strednou časťou. Konštrukcia takejto podpery má sklopnú sklopnú dosku, ktorá zaisťuje správne umiestnenie zariadenia pozdĺž povrchu dreveného rámu. Účelom tejto dosky je zabezpečiť, aby bol doraz upevnený na mieste. Po ukončení tohto postupu sa doska odhodí a vytvorí sa tak miesto pre pracovnú hlavu frézy.

Pri príprave na frézku vlastnými rukami majte na pamäti, že stojí pred stredom spracovávaného nástroja, až po extrémny bod základne frézky závisí od veľkosti šírky dosky závesu a medzera m Aj doska a doraz, keďže v stacionárnom prevedení nie sú žiadne prestupy. Pretože pri príprave tohto zariadenia boli diely orientované len na okraj frézy a okraj drážky, ktorý je potrebné s jeho pomocou vytvarovať, bolo by možné takéto zariadenie zostaviť iba s frézami rovnakého priemeru.
Frézovacie drážky v drevených obrobkoch sa často vykonávajú proti vláknam materiálu, čo vedie k vytvoreniu ryhovania. Množstvo ryhovania je možné meniť zariadením, ktoré stláča vlákna v mieste, kde vystupuje fréza, čím zabraňuje ich štiepeniu na povrchu dreva, ktoré sa štiepi. Konštrukcia jedného z týchto zariadení pozostáva z dvoch dosiek, ktoré sú navzájom spojené skrutkami pod uhlom 90°. Šírka drážky vyrezanej v takejto polohe musí zodpovedať šírke drážky, ktorá je vytvorená v dreve, pre ktorú sú frézy s vyrezávaným priemerom vyrezané z rôznych strán dorazu.
Ďalšie frézovacie zariadenie, ktorého konštrukcia pozostáva z dvoch prvkov v tvare písmena L, ktoré sú upevnené na drevenom ráme pomocou svoriek, potrebné na frézovanie otvorených drážok a zabezpečenie minimálneho kýlu, ktorý sa pri procese rezania poškriabe.
Kopírovanie krúžkov a šablón
Na vyčnievajúcu stranu je pripevnená kopírovacia objímka pre frézku, ktorá prilieha k šablóne a nastavuje tak smer frézy do požadovaného smeru. Na základni smerovača je možné takýto krúžok upevniť rôznymi spôsobmi: priskrutkovať skrutkami, zaskrutkovať do otvoru, vložiť pomocou špeciálnych háčikov do otvoru v základni nástroja.

Priemery kopírovacieho krúžku a nástroja, ktorý je zlepený, musia mať podobné hodnoty, je však dôležité, aby sa krúžok neprilepil na frézu. Pretože priemer krúžku presahuje priečnu veľkosť kopírovacej frézy, takáto šablóna na kompenzáciu rozdielu medzi veľkosťou a priemerom nástroja nemusí presahovať veľkosť otvoru, ktorý sa vytvára.
Frézovaciu šablónu v tvare krúžku je možné pripevniť na kus dreva pomocou obojstrannej pásky a svoriek, pomocou ktorých sa chybné časti pritlačia k pracovnému stolu. Po ukončení frézovania šablónou sa uistite, že krúžok je pri dokončovacom frézovaní pevne pritlačený k okraju šablóny.

Šablóny na frézovanie je možné rezať nielen na rezanie celej hrany rezu, ale aj na to, aby rez získal zaoblený tvar. Pomocou takejto šablóny pre frézku môžete na výrezoch vyrezať krivky z dreva s iným polomerom.
Šablóny, ktoré sú vyrobené pre prácu s ručnou frézou, môžu byť vybavené ložiskom alebo krúžkom. Nakoniec je potrebné dodržiavať takéto mysle: krúžok musí presne zodpovedať priemeru frézy alebo v dizajne musí byť prenos zarážok, čo umožňuje vložiť šablónu na okraj obrobku a tým utiahnite rez medzi polomermi nástroja a krúžkami.
Pomocou šablón, ktoré sa dajú upraviť, môžete nielen frézovať hrany kusu dreva, ale aj vytvárať na jeho povrchu tvarované drážky. Okrem toho, ak vytvoríte šablónu pre základnú konštrukciu bez vytvárania veľkých skladacích strojov, bude možné rýchlo a presne vyrezať drážky pre závesy dverí.
Upravené drážky okrúhleho a eliptického tvaru
Na rezanie drážok do dreva v tvare kolíka alebo elipsy pomocou ručnej frézky použite kompasové zariadenia. Najjednoduchší kompas pre router je vyrobený z tyče. Jeden koniec je pripojený k základni smerovača a druhý je vybavený skrutkou a kolíkom. Čap sa vloží do otvoru, ktorý vyčnieva ako stred kolíka, pozdĺž ktorého obrysu je vytvorená drážka. Na zmenu polomeru drážky drážky, pre ktorú sa takýto kružidlo pre frézku používa, stačí posunúť tyč k základni frézky. Šikovnejšie sú kruhové zariadenia, ktoré majú dve prenosové tyče namiesto jednej.

Výbavu, ktorá vychádza z princípu kompasu, dopĺňa širší typ prístrojov použiteľných pre prácu s frézou. Pomôže ich jednoduché rezanie frézovaním tvarových drážok s rôznymi polomermi zaoblenia. Ako už bolo povedané vyššie, typický dizajn takéhoto nástavca, ktorý si môžete vyrobiť vlastnými rukami, obsahuje skrutku s kolíkom, ktorá sa môže pohybovať pozdĺž drážky zariadenia, a tým vám umožňuje nastaviť polomer drážky. ktorý sa vytvára.
V týchto prípadoch, keď je potrebné vytvoriť otvor malého priemeru frézou na drevo alebo iný materiál, sa používa iný typ zariadenia. Špeciálna konštrukcia takýchto zariadení, ktoré sú upevnené na spodnej časti základne frézky, a tých, ktorých kolík, ktorý je inštalovaný v stredovom otvore na označení obrobku, je zasunutý pod základňu elektrického náradia , a nie za hranicami.

Základný rez rovný
Centrálny kolík Kompas v zostave. Pohľad zospodu Kompasy sú zmontované. Druh zvieraťa
Vikorist a špeciálne prístroje s ručnou frézkou možno použiť na vytváranie nielen okrúhlych, ale aj oválnych otvorov v dreve. Konštrukcia jedného z týchto zariadení zahŕňa:
- základňa, ktorá sa dá upevniť na drevený rám, ktorý je pripevnený vákuovými prísavkami alebo skrutkami;
- dve topánky, ktoré sa pohybujú po rovných líniách a trasú sa;
- dve montážne tyče;
- držiak, ktorý spája základňu so smerovačom.
Pomocou špeciálnych drážok v držiaku takéhoto zariadenia je možné základnú dosku jednoducho vložiť do rovnakej roviny ako základňa frézky. Ak sa zariadenie používa na frézovanie pozdĺž okrúhleho obrysu, potom sa použije jedna stopka, a ak je na oválnom obryse, je to urazené. Problémy s takto pripevnenými priezormi sú výraznejšie pri vysokej kefke, menej často ako pri rezaní priamočiarou pílou alebo pílovým kotúčom. Vysvetľuje sa, že spracovanie sa vykonáva pomocou frézy, ktorá v tomto prípade zahŕňa nástroj, ktorý je obalený vysokou tekutosťou.

Zariadenia na hladké a hladké frézovanie drážok na úzkych plochách
Môžete sa naučiť, ako vytvoriť drážky pre závesy alebo zámky dverí od akéhokoľvek domáceho majstra. Na tieto účely sa spravidla používa vŕtačka a primárna korunka. V dnešnej dobe sa tento postup výrazne zlepšil a s nižšími nákladmi je možné použiť frézu vybavenú špeciálnym zariadením. Konštrukcia tohto typu nástavca umožňuje vytvárať drážky rôznych šírok na úzkych povrchoch s rovnou základňou, ktorá je upevnená na podrážke frézky. Na stojane, ktorý môže mať okrúhly alebo obdĺžnikový tvar, sú nainštalované dva kolíky, ktorých účelom je zabezpečiť rovnosť frézky pri procese rezania.
Hlavná výhoda uchytenia na hornú frézku vyššie opísaného prevedenia spočíva v tom, že osi rovných kolíkov sú umiestnené v jednej línii so stredom frézy, ktorá sa používa na rezanie dreva. Keďže ide o konečný rez, drážka, ktorá sa hodí na koniec orezaného obrobku, sa rozprestiera pozdĺž jeho stredu. Na posunutie drážky na jednej strane stačí na jeden z priamych čapov umiestniť puzdro vhodnej veľkosti. Pri použití podobného nástavca na ručnej frézke je potrebné šiť tak, aby rovné stehy boli pri procese rezania pritlačené k bočným plochám štiepaného stroja.

Je možné zabezpečiť trvanlivosť smerovača pri spracovaní tenkých povrchov bez špeciálnych zariadení. Dokončite túto úlohu pomocou dvoch dosiek, ktoré sú pripevnené na oboch stranách krabice, ktorá je vytvorená tak, aby tvorila jednu plochu z povrchu, na ktorý je drážka položená. Pri použití takejto technologickej techniky sa samotná fréza umiestňuje pomocou paralelného dorazu.
Frézovacie zariadenia na spracovanie telesných obalov
Existuje veľa nástavcov pre ručné frézky, ktoré pripravujú remeselníci pre svoje potreby a nemajú sériové analógy. Jedným z týchto zariadení, potreba výmeny, ktorá sa často vyskytuje, je prídavok, ktorý uľahčuje proces rezania drážok v obalových telesách. S takýmto zariadením vikorist môžete ľahko a presne vyrezať neskoršie drážky na stĺpikoch, stĺpikoch a iných drevených výrobkoch podobnej konfigurácie.

Frézy a rám zmontované Vozík pre frézku Štiepací kotúč
Konštrukcia tejto budovy pozostáva z:
- rám;
- prerezaný frézovací vozík;
- disk, po ktorom nasleduje inštalácia rohu zákruty;
- skrutky na zaistenie fixácie rezaného obrobku;
- zaisťovacia skrutka.
Ak je takéto zariadenie navyše vybavené jednoduchým pohonom, v ktorom je možné použiť základnú vŕtačku alebo skrutkovač, frézovanie na ňom môže úspešne nahradiť prácu, ktorá sa kladie na sústruh.
Zariadenie na frézovanie čapov
Čepové zariadenie pre frézku umožňuje vysoko presné rezanie dielov, ktoré sú spojené pomocou princípu „čap a drážka“. Najuniverzálnejší z takýchto zariadení umožňuje frézovanie čapov rôznych typov („rybinové“ a rovné). Robot takéhoto zariadenia má kopírovací krúžok, ktorý pohybom po drážke v špeciálnej šablóne zabezpečuje presný pohyb frézy v danom smere. Na prípravu takejto ruky je potrebné najskôr vybrať šablóny drážok, na výber ktorých sa budú kresliť vína.
Množstvo ďalších možností na rozšírenie funkčnosti smerovača
Je teraz potrebné vytvárať ďalšie zariadenia na vybavenie ručného smerovača, ktorý obsahuje aj funkčné zariadenie? Dobrou správou je, že takéto zariadenia vám umožňujú zmeniť váš manuálny router na plnohodnotné spracovateľské centrum. Upevnením ručnej frézky na vodidlo (to sa dá urobiť) môžete nielen uľahčiť proces, ale aj zlepšiť presnosť tvarovacích operácií. Konštrukcia takéhoto nástavca na kôru neobsahuje skladacie prvky, takže nie je ťažké ho pripraviť na frézku a na vŕtanie vlastnými rukami.
Mnohí domáci odborníci, ktorí sa pýtajú, ako pracovať s ručnou frézou s ešte väčšou efektivitou, pripravujú pre tento nástroj funkčný pracovný stôl. Samozrejme, takýto stôl sa dá použiť aj na iné vybavenie (napríklad na kotúčovú pílu alebo elektrickú vŕtačku).

Ak nemáte ručnú frézku, tento problém je možné vyriešiť pomocou špeciálnych zariadení, ktoré vám umožňujú úspešne dokončiť frézovanie na sústruhu. Vicor a frézovacie zariadenie sústružníckeho stola je možné výrazne rozšíriť funkčné možnosti sériových zariadení (rezanie, vyrezávanie plošín, výber drážok a drážok, opracovanie dielov i pozdĺž obrysu). Je tiež dôležité, aby takéto zariadenie pre sústruh nezasahovalo do skladacieho dizajnu a jeho vlastná príprava nepredstavuje žiadne veľké problémy.
Pre plnohodnotnú prácu s ručnou frézou je okrem samotného nástroja, materiálu a podobnej sady fréz potrebný ešte jeden komponent - nástavec. Aby fréza mohla tvarovať obrobok podľa majstrovského plánu - samotný rezný materiál je tam, kde je potrebný - musí byť v každom okamihu v správnej polohe pred obrobkom. Na tento účel slúži ako číselný nástavec pre ručnú frézu. Niektoré z nich – tie najpotrebnejšie – sú súčasťou dodávky náradia. Ďalšie zariadenia na frézovanie je možné zakúpiť alebo pripraviť vlastnými rukami. Toto samostatné zariadenie je také jednoduché, že jeho príprava sa zaobíde bez stoličiek, či dokonca malých.
Roztrhnúť plot
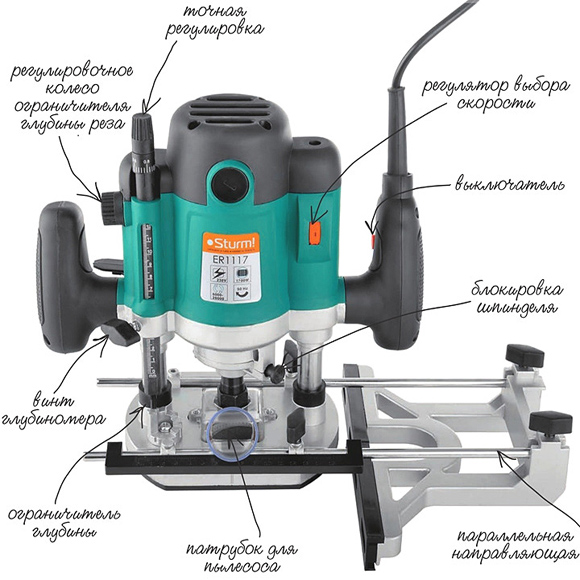
Najpokročilejším zariadením, ktoré sa dodáva s kompletnou frézou, je paralelný doraz, ktorý zaisťuje rovnú hranu frézy na základnej ploche. Aby rovná hrana dielu, stôl alebo vodiaca lišta mohli zostať v kontakte. Paralelný doraz možno použiť na frézovanie rôznych drážok umiestnených na povrchu obrobku, ako aj na opracovanie hrán.Paralelný doraz pre ručnú frézku: 1 - doraz, 2 - tyč, 3 - základňa frézky, 4 - skrutková blokovacia tyč, 5 - skrutka jemného nastavenia, 6 - ručný vozík, 7 - aretačná skrutka ručnej frézky vozík, 8 - obloženie, 9 - skrutkový doraz.

Na inštaláciu nástavca do pracovnej polohy je potrebné vložiť tyče 2 do otvorov rámu 3, pričom dbajte na to, aby stáli medzi nosnou plochou dorazu a celou frézou a zaistite ich poistnou skrutkou 4. Pre presné umiestnenie Na umývanie frézy je potrebné uvoľniť zaisťovaciu skrutku 9 a nainštalovať frézu do požadovanej polohy. Pri niektorých modeloch je možné zmeniť veľkosť nosnej plochy, podporné podložky sú stlačené alebo odnímateľné 8.
Ak k paralelnému dorazu pridáte jeden jednoduchý diel, potom s jeho pomocou vyfrézujete nielen rovné, ale napríklad aj zakrivené drážky na rezanie okrúhleho obrobku. Okrem toho vnútorný povrch bloku, vyrezaný medzi dorazom a obrobkom, nemusí mať nevyhnutne okrúhly tvar, ktorý opakuje okraj označenej časti. Môžete mu dať jednoduchý tvar (malé „a“). V tomto prípade sa trajektória frézy nezmení.

Samozrejme, že drážka je vždy umiestnená v strede, aby umožnila orientáciu frézky smerom k zaoblenej hrane, ale poloha frézky nemusí byť dostatočne stabilná.
V skutočnosti sú funkcie pneumatiky podobné paralelnému plotu. Rovnako ako zvyšok zabezpečí striktne priamu líniu smerovača. Hlavný rozdiel medzi nimi spočíva v tom, že pneumatika môže byť inštalovaná pod akýmkoľvek rezom k okraju dielu alebo stola, čím sa zabezpečí, že frézka bude prebiehať rovno v horizontálnej rovine. Okrem toho môže mať pneumatika prvky, ktoré zjednodušia vykonávanie určitých operácií, ako je frézovanie otvorov, lisované na novej platforme po jednom (s hladkým okrajom) atď.
Vodiaca lišta je pripevnená k stolu alebo dielom pomocou svoriek alebo špeciálnych svoriek. Pneumatika môže byť vybavená adaptérom (páskou), ktorý spája dve tyče so základňou frézky. Adaptér pozdĺž profilu pneumatiky nastavuje rovnú hranu frézy.
V opačnom prípade (ak je pneumatika blízko frézky), nosné plochy pneumatiky a frézky môžu byť umiestnené v rôznych výškach. Pre správne vyrovnanie je frézovací stôl vybavený závesnými opornými nohami, ktoré umožňujú výškovo meniť polohu frézy.
Je ľahké vyrobiť takéto zariadenie vlastnými rukami. Najjednoduchšou možnosťou je dlhý blok, pripevnený k časti pomocou svoriek. Dizajn môže byť doplnený o zarážky na zadok.

Položením bloku na dva alebo viac tvarovaných obrobkov je možné ich vyrezať do drážok jedným prechodom.

Keď stojíte ako zarážka bloku, manuálne posuňte blok na pravej strane v súlade s líniou budúcej drážky. Je to spôsobené neúčinnosťou odstránenia dvoch krokov zo zariadenia. Najprv sa dosky a preglejka rozštiepili. V tomto prípade sa postavte od okraja dorazu (dosky) po okraj základne (preglejka) a postavte sa od frézy k okraju základne frézky. Ale tsya umova je orezaná iba pre frézu rovnakého priemeru. Toto zariadenie sa vždy zarovná pozdĺž línie okraja drážky.

Predné zariadenie je možné použiť s frézami rôznych priemerov, navyše pri frézovaní sa frézka opiera o celú základňu a nie o polovicu ako v prednom zariadení.


Zarovnanie dorazu je pozdĺž okraja dosky, ktorá je zavesená na pántoch, a stredovej línie drážky. Po upevnení zarážky sa vyhodená doska vyhodí hore, čím sa vytvorí miesto pre router. Šírka stúpajúcej dosky spolu s medzerou medzi ňou a dorazom (tak ako je) sa musí nastaviť od stredu frézy k okraju základne frézky. Ak ste orientovaní smerom k okraju frézy a okraja drážky, potom zariadenie funguje iba s jedným priemerom frézy.
Pri frézovaní drážok cez vlákno, na výstupe z obrobku, pri frézovaní otvorenej drážky dochádza k častým výskytom trhania dreva. Minimalizácii odierania môžu pomôcť zariadenia, ktoré tlačia vlákna do výstupnej oblasti rezača, čím bránia ich roztriešteniu do obrobku.


Dve dosky sú spojené kolmo skrutkami. Na protiľahlých stranách dorazu sú frézy zarovnané tak, aby šírka drážky v spoji zodpovedala šírke drážky frézovaného dielu.
Iné zariadenie na frézovanie otvorených drážok môže byť pevnejšie pritlačené na obrobok, čo ďalej minimalizuje odieranie, ale nie je vhodné na frézovanie menej ako jedného priemeru. Skladá sa z dvoch častí v tvare písmena L, ktoré sú vyrobené pomocou svoriek.


Kopírovanie krúžkov a šablón
Kopírovací krúžok je okrúhla doska s vyčnievajúcim ramenom, ktorá sa hodí k šablóne a poskytuje potrebnú trajektóriu pre rukoväť frézy. Pripevnite kopírovací krúžok k základni frézky iným spôsobom: otočte ho do otvoru so štrbinami (rovnaké krúžky na fotografii nižšie), vložte konce krúžku do špeciálnych otvorov na základni alebo ho priskrutkujte skrutkami .

Priemer rezacieho krúžku by sa mal čo najviac približovať k priemeru frézy, ale s týmto krúžkom nie je potrebné, aby sa rezné časti prilepili. Ak je priemer krúžku väčší ako priemer frézy, potom je šablóna menšia ako hotový diel, aby sa vyrovnal rozdiel medzi priemerom frézy a priemerom kopírovacieho krúžku.

Šablóna je pripevnená k obrobku obojstrannou páskou, potom sú poškodené časti pritlačené svorkami k stolu. Po dokončení frézovania ju otočte tak, aby sa krúžok ťahaním cez túto operáciu pritlačil k okraju šablóny.
Môžete vytvoriť šablónu na rezanie nie všetkých hrán, ale iba zaoblených hrán. V tomto prípade pomocou obrázkov pod šablónou môžete vytvoriť zaoblenie niekoľkých rôznych polomerov.


V malom meradle sa zvyčajne používa fréza s ložiskom, ale šablóna môže byť rezaná krúžkom, len krúžok musí presne zodpovedať priemeru frézy a zarážky umožňujú vložiť šablónu od okraja k okraj.Iusa frézy a krúžky. Najjednoduchšia možnosť uvedená nižšie je rovnaká.


Šablóny sa nepoužívajú len na frézovanie hrán, ale aj na frézovanie drážok na doske.

Šablónu je možné upraviť.


Frézovanie za šablónou je skvelá metóda na výrobu drážok pre pánty.


Nástavec na frézovanie okrúhlych a eliptických drážok
Kružidlá sú určené na vyrovnanie frézy. Najjednoduchším zariadením tohto typu je kompas, ktorý sa skladá z jednej tyče, ktorej jeden koniec je pripojený k základni frézky a druhý je pripevnený k skrutke s kolíkom na konci, ktorý je zasunutý do otvor slúži ako stred kolíka podľa toho, ako sa fréza zrúti. Polomer kolíka je nastavený na posunutie tyče k základni frézky.
Ešte lepšie je, že kompas by mal pochádzať z dvoch prútov.

Kompasy majú ešte širšie spojenia. Je zrejmé, že existuje veľké množstvo značkových a vlastnoručne vyrobených nástavcov na frézovanie kolíkov, ktoré sa líšia veľkosťou a jednoduchosťou manipulácie. Spravidla sú kompasy poháňané mechanizmom, ktorý zabezpečuje zmenu polomeru kolíku. Aby to vyzeralo ako skrutka s kolíkom na konci, ktorý sa pohybuje do drážky zariadenia. Čap je vložený do stredového otvoru dielu.



Ak je potrebné vyfrézovať malý priemer, čap je potrebné umiestniť pod základňu frézky a na takéto rezy je potrebné nainštalovať ďalšie zariadenia, ktoré sú pripevnené k spodnej časti základne frézky.

Zaistenie mraziaceho kolesa je jednoduché pomocou kompasu. Často sa však stretávame s potrebou elipsovitých obrysov – so zarezanými zrkadlami alebo sklami oválneho tvaru, vrstvenými oknami alebo oblúkovými dverami atď. Zariadenie PE60 WEGOMA (Nimechchina) sa používa na frézovanie elipsy a elipsy.


Má základňu pred doskou, ktorú je možné pripevniť k povrchu pomocou vákuových prísaviek 1 alebo skrutiek, pretože povaha povrchu neumožňuje pripevnenie k ďalším prísavkám. Dve stopky 2, ktoré sa zrútia pozdĺž priamych línií a ktoré sa rozstrapkajú, zabezpečia, že sa fréza zrúti pozdĺž eliptickej trajektórie. Pri frézovaní kolíka sa frézuje iba jedna stopka. Inštalačná súprava obsahuje dve montážne tyče a konzolu 3, ktoré sa používajú na pripojenie frézky k doske. Drážky na držiaku vám umožňujú nainštalovať router tak, aby jeho nosná plocha a základňa dosky boli v rovnakej rovine.
Ako je zrejmé z fotografie stroja, namiesto priamočiarej píly alebo krížovej píly bola použitá fréza, pri ktorej sa vďaka vysokým otáčkam frézy stáva mäkkosť hotového povrchu bohatšia. Takže bez použitia ručnej kotúčovej píly môže fréza nahradiť oboje.
Zariadenia na frézovanie drážok na úzkych plochách
Drážky pre zámky a závesy dverí sa pomocou frézy vyrežú za prídavným dlátom alebo elektrickou vŕtačkou. Táto operácia – najmä pri príprave drážky pre vnútorný zámok – trvá približne hodinu. K dispozícii je fréza a špeciálne zariadenie, môže byť inštalované mnohokrát. Ľahko nájdete zariadenie, ktoré zabezpečí frézovanie drážok v širokej škále veľkostí.Na rezanie drážok na konci si môžete pripraviť jednoduché zariadenie, ktoré vyzerá ako plochá základňa, ktorú možno pripevniť k základni frézky. Jeho tvar nemusí byť len okrúhly (za tvarom základne frézky), ale obdĺžnikový. Na zabezpečenie priameho smeru frézky je potrebné zaistiť rovné čapy na oboch stranách. Keď sú leštené, hlava stroja je navrhnutá tak, aby ich osi boli na rovnakej línii ako stred frézy. Pri pečení bude drážka umiestnená presne v strede obrobku bez ohľadu na jeho tvar. Yakshcho Treaselnitty Paz v tomto bica vіd centre, jeden z shtiriv je štrajkujúci rukáv sang tovye, v dôsledku toho je drážka hada v tom BIK, s roshtashmi Stir Znuyoy. Pri inštalácii smerovača s takýmto zariadením musí byť poháňaný tak, aby čapy boli stlačené z oboch strán na bočné plochy dielu.

Ak na frézku nasadíte ďalší paralelný doraz, poskytne aj zariadenie na frézovanie drážok v okrajoch.

Zaobídete sa aj bez špeciálnych zariadení. Pre zaistenie stability frézky na tenkom povrchu sú na dielci z oboch strán zaistené dosky, ktorých povrch musí byť vytvorený s povrchom, ktorý sa formuje do jedného povrchu. Pri frézovaní sa frézka umiestňuje za paralelný doraz.

Môžete vyvinúť podrobnejšiu možnosť, ktorá zväčší oblasť podpory pre smerovač.


Zariadenie na spracovanie stĺpikov, materiálov a iných materiálov na balenie
Všestrannosť práce, ktorá sa vykonáva ručnou frézou, niekedy vyžaduje samostatnú výrobu zariadení na uľahčenie dokončovania týchto a iných operácií. Prevádzky spoločnosti nie sú schopné vyčistiť celý komplex prevádzok, preto je nákladné riešiť smrad. Preto sú vlastné zariadenia pre frézy ešte rozšírenejšie medzi remeselníkmi, ktorí sú zaneprázdnení prácou s drevom a niekedy vyrábajú zariadenia vlastnými rukami, buď prepracovaním značkových analógov, alebo vôbec nie rovnakým spôsobom ako značkové analógy.Niekedy sú potrebné vyfrézované drážky v obalových telesách. V tomto vipadku korisnym mozhe buti pristosuvannya, znázornené nižšie.




Zariadenie sa používa na frézovanie neskorých drážok (žliabkov) na stĺpikoch, stĺpoch a pod. Skladá sa do korpusu 2 prenášacích vozíkov s inštaláciou frézy 1 kotúča pre nastavenie rezu otáčaním 3. Pripevňuje sa v prvom rade. Baluster je umiestnený v tele a tam zaistený pomocou skrutiek 4. Otočenie do požadovaného rohu a fixácia obrobku v presne určenej polohe je zabezpečená kotúčom 3 a aretačnou skrutkou 5. Po upevnení dielu sa rukoväť Tam je vozík s frézkou (pozdĺž rovných lamiel k telu) a drážka je vyfrézovaná pre obrobok. Potom sa uskutoční otvorenie otvoru, jeho otočenie do požadovaného rohu, zaistenie a utiahnutie nášľapnej drážky.
Takéto zariadenie sa môže otáčať namiesto sústruhu. Obrobok musí byť kompletne vybavený nástrojom alebo jednoduchým pohonom, napríklad vŕtačkou alebo skrutkovačom, a materiál sa odoberá priamočiarou frézou.
Nástavec na frézovacie čapy
Čapové zariadenia sú vikorizované na frézovanie profilu čapových spojov. Pri príprave zvyšku je potrebná väčšia presnosť a tú je prakticky nemožné zabezpečiť ručne. Čapové zariadenia vám umožňujú rýchlo a ľahko vytvoriť profil takýchto skladacích spojov, ako sú „rybiny“.
O niečo nižšie, ako sú predstavy priemyslu, je hrotové zariadenie na prípravu troch typov spojov - „rybinový“ (hluchá a prerezaná verzia) a prerezaný spoj s rovným hrotom. Dve časti, ktoré sa spájajú, sú inštalované vo vzájomnom vzťahu, ovládané kolíkmi 1 a 2, potom sú spracované. Presná dráha frézy je určená tvarom drážky v šablóne a kopírovacím krúžkom frézky, ktorý reže pozdĺž okraja šablóny a opakuje jej tvar.




Pri víťazstve na tejto stránke je potrebné umiestniť aktívne správy na túto stránku, viditeľné pre koristuvach a vyhľadávacích robotov.
Práca akéhokoľvek denného zariadenia je však nemožná bez elektrického napájania.
Preto je okrem mechanickej časti prístrojov aj elektrická a elektrická súčiastka. Vaughn si užíva spev.
Vidi
Existujú nasledujúce typy elektrických obvodov:
- konštrukčné, čo znamená prepojenie elektroinštalačných prvkov;
- je funkčný, to znamená elektrické procesy v okolitej jednotke, povrchu pre CNC stroj;
- dôležité, ktoré má všetky prvky, ukazuje princíp práce;
- pripojenie k inštalačnému plánu na pripojenie k elektrickým prípojkám;
- renovácia častí elektrických zariadení, vodičov a káblových výrobkov.
Technická dokumentácia zariadenia vychádza zo zásad elektrického obvodu a schém elektrickej inštalácie. Sú postavené, nedosahujú rozsah a nezobrazujú sa, pretože prvky sú skutočne vyrastené okolo seba.
Zagalni vymogi pred skladanim elektrickych obvodov
Na elektrických schémach CNC stroja (prečítajte si viac o princípoch) by ste mali zobraziť elektrický prvok, ktorý sa podieľa na technologickom procese alebo riadi jeho tok. Je zvykom umiestňovať na diagrame napájacie šnúry označené hrubou čiarou a miesto ovládania lanceru - z pravej strany obrázku, znázornené tenkou čiarou. Pri vytváraní diagramu je dôležité venovať pozornosť skutočnosti, že prvky Lantzugs sú spojené.
Prvky majú schematické výrazy, majú pozičný význam ako písmená. Aký je rozdiel medzi jedným elektromotorom – M a každým z nich – M1, M2, M3 (v písmenovom a číselnom vyjadrení). Keďže budú schémy zapojenia, opravia (na veľkoplošnom obrázku) všetko, čo v elektroinštalácii chýba. Tam, kde je miesto pre spojovacie prvky - drôty a káble - je tenká čiara. K dispozícii budú také schémy, ktoré predstavujú frézu, s elektrickou skriňou a ovládacím panelom pre pracovný stôl.
Ako zadok napájacích obvodov si to viem predstaviť takto:

Dnešné elektrické systémy majú ešte zložitejšie schémy zapojenia a už nie sú ľahko čitateľné. A situácia je vysvetlená skutočnosťou, že okrem elektromotorov, relé, štartérov a stýkačov obsahuje stroj mnoho automatických funkcií, výpočtových zariadení a jednotiek mikroelektronických zariadení. Rôzne stroje súčasne vytvárajú horúci elektrický komponent a súčasne sú vystavené zvláštnostiam funkčnosti blokov.
Vlastnosti elektrických obvodov frézky 6P82
Pokúsme sa vypracovať elektrický obvod horizontálnej konzolovej frézovacej stolice 6P82. Výhru predstavujú nasledujúce bloky:
- záchranné lano s napätím 380 V, striedavý prúd s frekvenciou 50 Hz;
- lantsyugami keruvannya s napätím 110 V (minny strum); 65 (permanentné brnkanie);
- umiestniť osvetlenie s napätím 24 V;
- Nominálny celkový prietok jednohodinových elektromotorov je 20 A a menovitý prietok ochranných zariadení je 63 A.
Technická dokumentácia formuluje rozdiel medzi víťaznou kontrolou na lavičke a silovými a silovými požiadavkami. Ak pracujete nad 63 ot./min., napätie medzi pohonom hlavy a menovitým napätím elektromotora sa zníži.
Je potrebné vymenovať hlavné komponenty elektrických obvodov fréz: SD s ovládačmi, dosky rozhrania, počítače alebo notebooky, záchranné bloky a tlačidlo pre núdzovú prevádzku stroja.
Možnosť samozberu
Pre tých, ktorí inštalujú skladaný CNC pracovný stôl s mechanickou rukou, je ďalšou možnosťou inštalácia elektrického zariadenia na pracovný stôl. Môžete pridať hotovú súpravu, ktorá má tri motory Nema a toľko ovládačov, koľko je pre ne vhodné; znižovací transformátor pre záchranné riadenie a spínacie dosky pre záchrannú jednotku (36 V). Ostatné sady môžete použiť tak, že si zostavíte rozloženie sami.
Elektronika rozloženia je pripojená na jednu dosku. Tu pripojíte celú sadu externých prvkov pomocou zásuviek a svorkovníc:
- SD, chemikálie pre terminálnu os kože;
- zásuvka na zapnutie pohonu hlavy (je možný DREMEL 300);
- ventilátor, prevzatý z miničističky, transformátor pre obytnú jednotku;
- konektor, ktorý zabezpečí spojenie s PC cez prídavný LPT port.

Je možné, že všetky komponenty sú prevzaté zo starých počítačových dosiek, Spectrum - prvých počítačov, ako aj z rozvádzačov, ktoré sa už nepoužívajú.
Schéma prenáša riadiacu jednotku CNC (program prepínania vretena), vysvetľuje dodatočné pripojenia nástrojov a snímačov. LPT sa pripája k portu počítača pomocou dodatočného štandardného kábla. Elektronika verstatu nevyžaduje chladenie Primusom, nezohrieva sa.
Všetka elektronika pre CNC je umiestnená vo výklenkoch na zadnej strane lavice a panel je uzavretý pred pílou a nosníkom.
Keď sa zaoberáte elektronikou a montážou CNC vlastnými rukami, musíte si vybrať správne elektrické zariadenie. Napríklad pre SD môžete použiť 12 a 3A blok. Na napájanie mikroobvodov regulátora je potrebný blok s napätím 5 a 0,3A. Ako zlepšiť životný blok? Є jednoduchý vzorec - 3x2x1 = 6A, kde 3 je počet aktívnych motorov (pozdĺž osí X, Y a Z); 2 – počet napájaných vinutí, 1 A – napájanie.

Konštrukcia jadrového regulátora, dokonca aj s jeho jednoduchou schémou zapojenia, môže byť zostavená z troch mikroobvodov a nevyžaduje firmvér. Dobrú CNC frézu si preto môže vytvoriť aj sám človek, ktorý sa v elektrine a elektronike veľmi nevyzná.
Ovládač SD je zosilňovač pre 4 kanály. Vyrobené so 4 tranzistormi.
Použite varianty sériových mikroobvodov typu ULN 2004 (pre 9 kľúčov), napájanie 0,5 - 0,6A.
Pre ďalšiu pomoc s programami ovládača vri-cnc môžete použiť Keruvati. Na oficiálnej stránke musíte nájsť návod, ako používať vikory. Pre pokročilé rezanie pomocou sústruhu použite programy Kcam a Mach3, ktoré oddeľujú rôzne formáty súborov pre proces frézovania a vŕtania.
Nové prístupy ku konfigurácii pracovných stolov
Na zabezpečenie kvalitného frézovania alebo gravírovania povrchu dielov a obrobkov je možné použiť len najjednoduchšiu keramiku.
Napríklad CNC hobľovací stroj na drevo winner pro hobľuje všetky druhy dreva na všetkých povrchoch obrobku a vyrába rôzne typy profilov. Čokoľvek je v niečom obzvlášť dobré, potom zvážte tento princíp v moduloch. To znamená, že je možné zmeniť vlastnosti vlastníctva a maximálne prispôsobiť potrebám asistentov.
V prípade série obrábacích strojov možno robiť úpravy, ktoré ovplyvňujú počet vretien, napätie elektromotorov, a teda rýchlosť podávania obrobkov. Opravár môže byť schopný zladiť rozloženie pracovného stola podľa požiadaviek s novým elektrickým obvodom.

Preto pred pripojením verstatu k živému systému je lepšie skontrolovať, či parametre zodpovedajú charakteristikám hranice. Toto je priama požiadavka pre elektrikára. Vyžaduje sa trojfázový obvod s napätím 380 V a frekvenciou 50 Hz, spojený s uzemnením. Životné káble (s priečkou minimálne 16 mm) musia byť vedené do potrubia alebo kovovej hadice, aby sa počas prevádzky nepoškodili.
Tento druh CNC obrábania je to najlepšie, čo dnes vzniklo. Zabezpečí presné frézovanie a gravírovanie povrchu dielcov, vysokú presnosť spracovania prvkov zadaných programom (príkaz G601 pre aktiváciu rezu prebieha len pre presné polohovanie).
Višňovok
Dobrá znalosť elektrických obvodov a dobrá poloha pri čítaní sú nevyhnutné zručnosti pre každého, pre koho je numerické a programové ovládanie menej dôležité ako reč, ale aj nevyhnutná práca s elektricky bezpečným naprogramovaným zariadením a robotickou technikou.
Výhody frézky možno využiť na rezanie pántov, formovanie skladacích dvierok, formovanie, drevorezbu atď. To však vôbec neznamená, že je potrebné, aby matka mala profesionálne zručnosti: stačí jej jednoduché manuálne zariadenie.
Jediné, čo potrebujete, sú základné znalosti z oblasti spracovania dreva a elektrického náradia. Potrebujete niečo, deň matiek, inak bez toho nebude výsledok. Tí, ktorí toho nemajú veľa, si jednoducho kúpia nábytok alebo si najmú majstrov, aby napríklad nainštalovali nové dvere a vyrezali zámky. Každý robot, najmä robot s elektrickým náradím, bude vyžadovať pokročilé znalosti, najmä bezpečnostné techniky.

Frézovacie zariadenie sa používa na spracovanie dreva a kovu. To vám pomôže sformulovať kontajner alebo ho otvoriť v akejkoľvek konfigurácii. To vám umožní výrazne eliminovať problémy, ako sú zarezané pánty a zarezané zámky. Zarobiť si dláta a elektrické vŕtačky navyše nie je také ľahké, ale tento proces zaberie veľa času.
Existujú stacionárne frézovacie zariadenia a prenosné (ručné). Ručné elektrické frézy sa používajú ako univerzálne zariadenia, okrem prítomnosti príloh, ktoré možno použiť na operácie rôznych účelov, stačí jednoducho zmeniť polohu detailov zariadenia alebo inak.
Stacionárne inštalácie sú inštalované v továrňach a továrňach, kde je zavedená hromadná výroba zárodkov z dreva a kovu. V takýchto strojoch je rezacia dýza neporušená a časť, ktorá sa reže, sa pohybuje po požadovanej trajektórii. Pri použití ručného náradia je diel pevne zaistený a potom orezaný, ak chcete diely, ktoré vyžadujú upevnenie ručného nástroja. Dizajn bol prenesený, takže je považovaný za univerzálnejší. Toto je obzvlášť dôležité, ak je potrebné spracovať veľké množstvo dielov a nie je možné vytvoriť stacionárny pracovný stôl.
 Samotesniaci frézovací pracovný stôl je horizontálna plošina s otvorom v strede, s ručným zariadením pripevneným na dne.
Samotesniaci frézovací pracovný stôl je horizontálna plošina s otvorom v strede, s ručným zariadením pripevneným na dne. Existuje mnoho typov frézok, či už na použitie v domácnosti alebo na prácu, vhodnejšie sú univerzálne modely. Spravidla sú vybavené sadou fréz a rôznych nástavcov pre rôzne typy operácií. Jedna vec je, že vďaka prítomnosti ručnej frézky môže jednoduchá operácia trvať viac ako hodinu v porovnaní s použitím stacionárnej lavice.
Ak potrebujete ďalšiu pomoc s ručným frézovacím nástavcom, môžete:
- Vytvorte drážky a drážky dostatočného tvaru (tvarované, rovné, kombinované).
- Prevŕtajte a neotvárajte.
- Dokončite koniec a okraje v ľubovoľnej konfigurácii.
- Sledujte tvar dielu.
- Naneste malé a malé značky na povrch dielov.
- V prípade potreby vytvorte kópie dielov.
 Kopírovanie dielov je jednou z funkcií každej elektrickej frézky.
Kopírovanie dielov je jednou z funkcií každej elektrickej frézky. Prítomnosť takýchto funkcií umožňuje zjednodušiť výrobu nábytku rovnakého typu alebo výrobu nových dielov nesúvisiacich s výrobou nábytku. Toto je jedna z hlavných výhod tohto nástroja. Na výrobu dielov rovnakého typu je spravidla potrebné inštalovať kopírovacie stroje, ktoré si vyžadujú iba jednu operáciu tlače, čo nie je vždy samozrejmé, najmä v povedomí malých podnikov.
Začnite a sledujte svoje nástroje
Aby ste pochopili, ako toto zariadenie funguje, mali by ste sa oboznámiť s jeho hlavnými detailmi a ich významom.
Sklad a účel hlavných jednotiek
Ručné frézovacie zariadenie pozostáva z kovového krytu a motora, ktorý je umiestnený v rovnakom kryte. Z tela vyčnieva hriadeľ, ktorý je vybavený rôznymi klieštinami a adaptérmi. Umožňujú vám inštalovať frézy rôznych veľkostí. Do klieštiny je vložená fréza, ktorá je zaistená špeciálnou skrutkou alebo tlačidlom, ktoré je súčasťou niektorých modelov.
 Hlavné prvky ručného frézovacieho zariadenia sú na ich účely rovnaké.
Hlavné prvky ručného frézovacieho zariadenia sú na ich účely rovnaké. Konštrukcia frézovacej jednotky má kovovú platformu, ktorá je tesnejšie spojená s telom. Pripevnite sa k telu za dve prídavné tyče. Na vonkajšej strane má doska hladší povrch, ktorý zaisťuje plynulý pohyb počas robotického procesu.
Ručné frézovacie zariadenie má niekoľko charakteristík, ktoré je možné nastaviť:
- Pre rakhunok sú rukoväte a stupnice upravené a frézované. Úpravy sa vykonávajú s hranou 1/10 mm.
- Pre rakhunok reguláciu rýchlosti ovíjania frézy.
V počiatočných fázach, keď sa snažíte nástroj zvládnuť, je lepšie cvičiť pri nízkych až stredných rýchlostiach. Chcieť si zas pripomenúť, že obalovačiek je viac, to je jasná robota. Je obzvlášť ťažké maskovať zrejmé, viditeľné oblasti.
Dôležité je aj tlačidlo napájania, tlačidlo napájania a tlačidlo uzamknutia. Tieto prvky sa považujú za základné na zabezpečenie jasného a bezpečného vykonania. Nechýba ani paralelný doraz, ktorý zvyšuje šikovnosť robota. Môže byť pevne fixovaný alebo s možnosťou nastavenia prítlaku pracovnej plochy priamo na stred.
Sledovanie ručného frézovacieho zariadenia

Preto sa továrenský vírus testovaním a rozmazávaním stráca v rukách ľudí, takže sa nevykonávajú ďalšie návštevy. Počas jej prevádzky je potrebné udržiavať ju v čistote a poriadku. V takom prípade pravidelne čistite pílu a vymieňajte olej, ako je to napísané v pase. Olej je potrebný najmä pre diely, ktoré sa rúcajú. Alternatívne môžete použiť aerosólovú mastilu alebo si vystačíte s alternatívou s použitím vzorca „Litol“. Neodporúča sa používať husté oleje, pretože hobliny sa na ne prilepia. Ak sa aerosólový olej zasekne, je možné zavolať takého úradníka.
Mastila tvorí aj podošvu - hladkú časť tela. Pravidelné voskovanie zabezpečí potrebnú hladkosť rukoväte.
Nie je dôležité kupovať bohatú tekutinu na mieste a kontrolovať konzistenciu zloženého oleja a prítomnosť oleja.
Žiaľ, nie všetci vinohradníci a najmä Vitchinovci hovoria o ráznosti zberu. Ohniská sa vyskytujú, ak sa po prvých rokoch práce uvoľnia skrutky alebo skrutky, úlomky nie sú správne utiahnuté.
Regulácia rýchlosti ovíjačky
Práca akéhokoľvek nástroja je spojená so spevom, ktorý je viazaný na povahu zvoleného materiálu. Môže to byť preglejka, kompozitný materiál alebo primárne drevo. Na elektrickom zariadení je dôležité nastaviť plynulosť balenia. V technickom liste sú spravidla vždy uvedené parametre robotického zariadenia vrátane technických charakteristík a charakteristík povrchov, ktoré sa majú natierať, ako aj fréz, ktoré sa brúsia.
 Indikátory rezného výkonu pri rezaní fréz sú zamrznuté.
Indikátory rezného výkonu pri rezaní fréz sú zamrznuté. Upevnenie fréz
V prvom rade, kde práca začína, je inštalácia a upevnenie frézy. V tomto prípade treba dodržať základné pravidlo – po vytiahnutí šnúry zo zásuvky prestanú fungovať všetky roboty.
Fréza je inštalovaná za spevnými značkami, a ak je vôňa denná, potom do hĺbky nie menšej ako samotná fréza. Ako nainštalovať frézu na konkrétny model, môžete sa obrátiť na pokyny, ktoré si musíte prečítať v technických dokumentoch na zariadení. Vpravo môže mať model kože svoje vlastné konštrukčné prvky a informácie o procese v štatistikách.
 Umiestňuje frézu na zariadenie pred klas.
Umiestňuje frézu na zariadenie pred klas. A modely sú také jednoduché, ako sa zdajú byť. Niektoré modely majú tlačidlo na blokovanie obalu hriadeľa, čo uľahčuje proces inštalácie frézy. Modely, najmä drahé modely, sú vybavené hrkálkami. Nie je teda možné opísať proces inštalácie samotného rezača, ale neublíži pocit, že ktokoľvek, kto je oboznámený s prevádzkou takýchto zariadení, na to v súčasnosti príde.
Úprava glibiny a frézovania
Kožený model má svoju najväčšiu hĺbku frézovania. V tomto prípade nie je vždy potrebná samotná maximálna hĺbka, ale konkrétna hĺbka, ktorá je umiestnená pred dielom. V tomto prípade, ak je potrebná maximálna hĺbka, potom, aby sa zariadenie nepreháňalo, je proces frézovania rozdelený do niekoľkých etáp, pričom sa hĺbka frézovania mení naraz. Na reguláciu prestupu sú špeciálne zastávky - hranice. Štrukturálne je rozdiel vo vzhľade disku, otočeného pod tyčou, na ktorej sú pripevnené zarážky rôznych nôh. Počet takýchto tendrov sa môže pohybovať od troch do siedmich, a to neznamená, že čím viac, tým lepšie. Skrátka, keďže je možné upraviť kožu nôh, jej hrúbka je minimálna. Na zaistenie tejto zarážky v optimálnej polohe použite upevňovací prvok v súlade s proporciou.
Proces nastavenia hĺbky a frézovania vyzerá takto:

 Týmto spôsobom sa obrobok frézuje do danej hĺbky.
Týmto spôsobom sa obrobok frézuje do danej hĺbky. Na niektorých drahých modeloch je koliesko na presné nastavenie hĺbky frézovania.
 Pomocou tohto kolieska môžete presnejšie nastaviť hĺbku bez poškodenia predného nastavenia.
Pomocou tohto kolieska môžete presnejšie nastaviť hĺbku bez poškodenia predného nastavenia. Táto farba (na fotke vyzerá ako zelená farba) umožňuje nastaviť hĺbku v malých priestoroch.
Frézy pre ručné frézovacie nástroje

Fréza je výkonný nástroj, ktorý dokáže šikovne tvarovať tvar hrany. Všetky frézy sú spravidla po stranách zakryté, takže majú valcovitý tvar. Toto je tvar stopky frézy, ktorá je vtlačená do klieštiny. Tieto frézy sú vybavené pevným valcom, takže sú umiestnené medzi reznou plochou a tvarovaným materiálom a stáva sa trvalým.
Frézy sa vyrábajú z kyslých kovov a ich zliatin. Ak potrebujete spracovať mäkké druhy dreva, potom sú vhodné HSS frézy a ak potrebujete spracovať tvrdé drevo, potom sú vhodné vicorizované frézy s viac tvrdými zliatinami HM.
Fréza má svoje technické vlastnosti, ktoré zabezpečujú jej dlhodobú prevádzku. Hlavným ukazovateľom je maximálna flexibilita jeho balenia, ktorej sa nedá dôverovať, inak je rozbitie nevyhnutné. Ak sa fréza otupila, nemali by ste sa ju pokúšať opotrebovať sami. Ostrenie fréz sa vykonáva pomocou špeciálneho, drahého stroja. Vykrajovačku je tiež potrebné nielen vytvrdiť, ale aj zachovať jej tvar, čo je nemenej dôležité. Ak sa fréza z akéhokoľvek dôvodu otupí, bude lacnejšie kúpiť novú.
Najväčšie bežecké frézy
A frézy, ktoré sa v robotoch používajú najčastejšie. Napríklad:

 Tvary drážok sú navrhnuté pre ľahké zakopanie na vyhovujúce miesto pri príprave.
Tvary drážok sú navrhnuté pre ľahké zakopanie na vyhovujúce miesto pri príprave. Frézy sú jednoduché, monolitické, vyrobené z jedného kusu kovu alebo zmontované. Sadové frézy sú vytvorené zo stopky, ktorá je základom pre sadu rezných prvkov. Výberom rezných plôch a ich inštaláciou na stopku pomocou vyrezaných podložiek z rôznych materiálov je možné vytvoriť dostatočný reliéf na povrchu obrobku.
 Súprava fréz je súprava rezných plôch a podložiek, ktorá umožňuje vybrať frézu požadovaného tvaru.
Súprava fréz je súprava rezných plôch a podložiek, ktorá umožňuje vybrať frézu požadovaného tvaru. V skutočnosti existuje veľa fréz, ale len malá časť toho, čo sa vyrába. Všetky frézy sa líšia priemerom stopky, priemerom rezných plôch, ich výškou, polohou nožov atď. Ak nie je potrebné ručné frézovacie zariadenie, stačí sada piatich samobežných fréz. V prípade potreby je možné ich kedykoľvek zakúpiť.
Pravidlá pre prácu s ručnými frézovacími nástrojmi
Práca s elektrickým náradím si vyžaduje špeciálne pravidlá, najmä ak existujú prvky, ktoré sa rýchlo zabalia. Navyše v dôsledku práce vznikajú triesky a sú rozptýlené na všetkých stranách. Nezáleží na tom, že väčšina modelov je vybavená suchým štítom, ktorý úplne nechráni pred tokom triesok. Preto je lepšie pracovať s takýmto nástrojom v suchých okulároch.
 Na fotografii je model, v ktorom je pripojený vysávač na odstránenie triesok.
Na fotografii je model, v ktorom je pripojený vysávač na odstránenie triesok. Zagalni vymogi
Ak spojíte hlavné výhody bezpečného robota s ručnou elektrickou frézou, konečný výsledok vás poteší výkonom robota a bezpečným výsledkom. Axis ci mind:

Nie sú príliš zložité a úplne užitočné a ignorovať ich znamená vystaviť sa neistote. A ešte jedna vec, nemenej dôležitá, je starostlivo manipulovať s frézovacím nástrojom v rukách a uvedomovať si, ako funguje. Ak spozorujete vážne vibrácie, musíte zastaviť a analyzovať dôvody. Je možné, že sa fréza otupila alebo má opotrebovaný uzol. Niekedy je potrebné správne nastaviť plynulosť obalu rezača. Tu môžete experimentovať: pridajte obaly alebo ich zmeňte.
Dokončenie okrajov: výber šablóny
Okraje drevenej dosky je lepšie orezať pomocou hrúbkovača. Keďže takáto schopnosť neexistuje, rýchlo to zvládnete ručnou frézou, aj keď to trvá asi hodinu. Túto prácu je možné vykonávať bez šablóny aj so šablónou. Keďže začiatočníci sú denne alebo ich je veľmi málo, je lepšie rýchlo použiť šablónu. Na orezávanie hrán použite rovné frézy na hrany, a to ako s jedným ložiskom na konci reznej časti, tak aj s ložiskom na rebro (obdivuhodné foto).
 Frézy na orezávanie hrán.
Frézy na orezávanie hrán. Ako šablónu si môžete vziať už hotovú dosku alebo iný starý predmet. Navyše, dodatočná práca na šablóne je spôsobená z väčšej časti dodatočnou prácou na označenej časti, a to ako na začiatku, tak aj na konci označeného obrobku. To má umožniť absorbovanie akýchkoľvek nepravidelností od začiatku okraja a od konca. Najdôležitejšou vecou je mať šablónu alebo predmet, ktorý hrá rovnakú úlohu ako šablóna a poskytuje hladký a rovný povrch. Dovtedy to nie je spôsobené veľkou medzerou, ktorá existuje medzi ložiskom a reznou časťou.
Šírka časti je menšia ako dĺžka reznej časti
Keď je rezná časť dlhšia, je dôležitejšie pracovať s nástrojom, pretože vyžaduje väčšiu silu. Spojenie je lepšie začať frézami, ktoré majú stredný rez reznej časti. Princíp činnosti pri príprave okraja útoku:
- Šablóna je pripevnená tak, aby bola v požadovanej výške a na úrovni vodorovnej plochy.
- Šablóna je starostlivo pripevnená k stolu alebo inému povrchu.
- Fréza s valčekom je inštalovaná tak, že valec sa pohybuje za šablónou a fréza (rezná časť) označuje diel. Aby som vykonal všetky potrebné manipulácie so šablónou, pripravím ju pomocou nástroja.
- Rezačka je nainštalovaná v pracovnej polohe a stlačená na miesto.
- Potom sa nástroj zapne a prenesie do šablóny. Ktorá dráha je určená rýchlosťou pohybu, ktorá je určená hĺbkou rezu.
- Frézovaciu jednotku je možné zostaviť alebo rozvinúť v závislosti od toho, koho chcete.
Po prvom prejdení by ste mali vyskúšať a zhodnotiť mäkkosť robota. V prípade potreby môžete vykonať ďalší prechod úpravou polohy nástroja. Ak je pevnosť dostatočná, potom sa svorky odstránia, aby sa zmontovala časť, ktorá je štiepaná.
Ak chcete použiť tento prístup, môžete odstrániť štvrtinu pozdĺž okraja alebo v jednej z častí. Dávajte pozor na to, ako nainštalovať reznú hranu tak, aby dosiahla požadovanú hĺbku v diele.
 Štvrtina je zobrazená na fasáde nábytku.
Štvrtina je zobrazená na fasáde nábytku. Ak vymeníte frézu za tvarovú a posuniete ju priamo a tiež rýchlo so zarážkou, môžete skutočne použiť neskorú značku na diel (na obrázku nižšie).
 Naniesla som ho na pripravený kúsok neskorého bábätka.
Naniesla som ho na pripravený kúsok neskorého bábätka. Keď si osvojíte podobnú techniku frézovania (so šablónou), ľahko zvládnete techniku práce s drevom. Po asi hodine uvidíte šablóny, pretože ich inštalácia zaberie veľa času.
 Ako vytvoriť rovnú hranu bez šablóny: nemôžete to urobiť bez rady.
Ako vytvoriť rovnú hranu bez šablóny: nemôžete to urobiť bez rady. Šírka dielu je väčšia na dĺžku strihaného dielu
Často je opotrebovanie rezanej časti väčšie ako opotrebenie rezanej časti frézy. K tomuto výhľadu pristupujte nasledujúcim spôsobom:
- Po prvom prechode sa šablóna odstráni a vykoná sa ďalší prechod. V tomto prípade bude šablóna už obsahovať fragment. Za týmto účelom je ložisko vedené pozdĺž zdrsneného povrchu. Ak sa rezná časť opäť neopotrebuje, budete musieť urobiť ešte jeden prechod.
- Pre zvyškové orezávanie si vezmite frézu s ložiskom na konci a časť, ktorá sa má orezávať, sa musí otočiť zhora nadol, potom sa zaistí svorkami. V dôsledku toho sa ložisko bude pohybovať po zdrsnenom povrchu. Tento prístup vám umožňuje spracovať všetky podrobnosti.
 Ložisko je vedené pozdĺž štiepaného povrchu a rezná hrana štiepi chýbajúcu časť obrobku.
Ložisko je vedené pozdĺž štiepaného povrchu a rezná hrana štiepi chýbajúcu časť obrobku. Aby ste zvládli prácu s ručným frézovacím nástrojom, potrebujete veľa hrubých obrobkov, ktoré neskôr nemôžete vyhodiť. Nikomu z toho nikdy nič neprišlo. Aby to fungovalo, musíte tvrdo trénovať.
Orezanie vyrezávaných tvarovaných okrajov
Ak potrebujete zakrivený okraj, ktorý je potrebný na všetko, potom sa okamžite venujete okraju tohto okraja. Ak je nerovný, budete ho musieť zarovnať a potom pristúpiť k formovaniu tvarovaného okraja výberom vhodnej frézy.
 Zaoblený okraj.
Zaoblený okraj. Je potrebné pripraviť povrch tak, aby fréza nekopírovala zakrivenie, s ktorým sa bude valček pohybovať. Niekedy potrebujete konzistentnosť vo svojich činoch, inak získate pozitívny výsledok.
Ak potrebujete opracovať zakrivený povrch, nemôžete to urobiť bez šablóny. Môže sa vyrezať z preglejky, odrezať asi 10 mm, najskôr nanesením malých kúskov a vyrezaním šablóny priamočiarou pílou. Okraj šablóny je potrebné doviesť do dokonalosti pomocou ručnej frézky.







