Yak zvaryuvati trúbka pnd zariadenie pre PPR. Technológia pripojenia potrubia Pnd
Plastový sifón sa už dlho používa z domácich a bytových komunít vlastných, skôr obľúbených, oceľových a chavunných bratov. Neskôr sa plast rozšíril na vodné trubky, Pіdkorivshi koristuvach s malým vagónom, silou, novinkou a cenová politika... Je však veľmi ťažké preniesť sa do polyetylénových rúrok s určitým množstvom prestrelky a starnutia. A o tých, ktorí chcú urobiť náhradu polyetylénové rúry vlastnými rukami to nemôžete nájsť.
Kvôli jedinečnosti tepelných strát sú konce spojok uzavreté zátkami.
Zváranie rúrok HDPE vlastnými rukami? Je potrebné zyasuvati, ako môžete vidieť v praxi a môžete slobodne ísť k sebe, nie vyayutsya k službám profesionála. Ale pre klas, je potrebné mať oko, rovnako ako polyetylénové rúry.
Charakteristika rúrok HDPE

V dánskej hodine je to polyetylén vysokého a nízkeho zloka vykorystvuyutsya pre široký sortiment výrobkov. Cena obalových výrobkov, potrubí, izolácií, sietí, kanistrov, príslušenstva, hier a mnohých ďalších. Charakteristiky polyetylénových rúrok s nízkym zverákom:
- Doba využívania, ktorá nie je kratšia ako 40 rokov. Tse je veľké plus.
- Pach nevníma servisný personál, z pohľadu na tých, ktorí sa nevzdávajú žieravých a drzých vín.
- Cenová politika. Pri rovnakých vlastnostiach je parita nižšia.
- Hladký vnútorný povrch. Zmeny vo vnútornom priemere v priebehu dňa, keď je nastavená mierka a mulica sa nepridáva.
- Tepelná vodivosť. Odpad tepla a tvorba kondenzátu nebude blokovať, pretože je zničený, ak mrzne.
Dokým nebude dodané malé množstvo rúrok, ktoré budú ležať, prepravovať a skladať-inštalovať. Je dôležité, aby sa pripojenie polyetylénových rúrok uskutočňovalo rýchlejšie a lacnejšie ako oceľové bratia. A zvarnі z'єdnannya tohto druhu bude preťažená za desať hodín. Zo všetkých dôvodov nie je možné mať na pamäti ekológiu a matnosť rúrok HDPE.
Vlastnosti palice
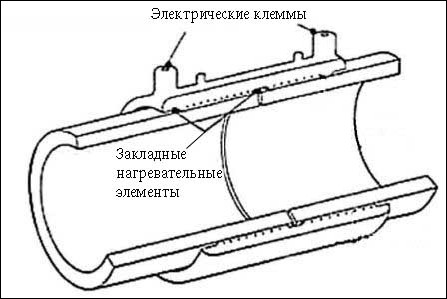
Naybіlsh rozšírenia sú druhom polyetylénových rúrok z'єdnannya - tsestikov zvarka. V čase virobnitu rúrok je možné vypaľovať špeciálnymi kohútikmi. Tsі fіxatori roztashovuyutsya na vonkajšie kmene. Tortuvannya spievajúcich pív bude pokračovať. Konce rúrok sa zahrievajú pre ďalšie elektricko-hydraulické príslušenstvo, až kým nie sú tiché, pokiaľ nie sú polyetylénové, nedostanú sa na univerzitu a nestlačia sa do prúdu hydraulického systému.
Stiyke z'єdnannya dosiahnuť teplotu topenia dielov a ich stlačenie na molekulárnej úrovni. Kvalita tyčiniek spočíva vo forme zdravotníckej pomôcky. Čo je krajšie, je zariadenie, čím lepšie je možné procesy ovládať, tým je krajší výsledok. Kontaktná komunikácia vám umožňuje zaistiť dostatočné množstvo flexibility bez straty výkonu systému.
Ak sa pokúšate vykonať zvonenie potrubí vlastnými rukami, potom, aby ste odmietli výsledok, vás neurobia nasledujúce kroky:
- V zariadení je potrebné roztashuvati materiál.
- Medzi nimi je elektrická vykurovacia pec.
- Palice sú pritlačené zverákom k elektrickému ohrevu.
- Polyetylén sa vinie skôr, ako sa objaví prvý výbuch.
- Potom môžeme znížiť tlak a zobraziť vykurovací článok pre dostatočný program.
- Tyčinky rúrok sú uzavreté vo zveráku.
- Chladiaca konštrukcia Ochіkuvannya.
Є množstvo zariadení, ktoré vám umožňujú pripojiť PE potrubia: zariadenia s mechanickým pohonom, s hydraulickým pohonom a softvérovým ovládaním.
Perevagy lepkavé zvaryuvannya HDPE rúrky: kvalita dňa, automatické ovládanie, hodinová zvaryuvannya.
Nuance elektrofúznej spojky
Pre všetky typy zváracích robotov je potrebné zaregistrovať špeciálne elektrické zváracie súboje s elektrickými ohrievačmi. Cena je často stopercentná pri oprave už položených potrubí, čo je v danej oblasti významné, v priamej súvislosti s už fungujúcim potrubím. Tento typ zvaryuvannya nie je naplnený veľkosťou potrubí a teplotou navkolishnyho stredu.
- V prvom rade je miesto pripravené na vlastníctvo a bez potreby širokého spektra služieb.
- Pripravte sa a zmeňte vlastníctvo.
- Vibračné parametre a spôsob zapojenia do polyetylénových rúrok urakhuvannya a detaily výroby.
- Vyčistite pripojený povrch. Vytvárajú sa tyčinky Rivne virob.
- Vykonáva sa mechanické čistenie tyčových prvkov škrabkami. Lopta je známa - až do 0,2 mm.
- Hlavný systém a detail sú upevnené a vycentrované, ako aj zachytené z prekážky za ďalšími lepivými čiarami.
Ako robotické s mechanickými radami pre ďalšie podrobnosti o speve? Takýto pohľad je zbierkou špeciálnych Kompresný strih a dostať sa do najlepšieho ľahká cesta z'єdnannya. Stagnujte pri robotoch so systémami s malým priemerom alebo s puzdrom Burtovy. A dostupnosť flexibilných konfigurácií dáva možnosť výberu robustných systémov.
Obrátenie kvality
Be -like vyrobnitstvo, a zvaryuvannya polyetylénové rúry vlastnými rukami - nie je vina, vimagayu suvorogo pozornosť na kvalitu zdravých robotov. Vďaka vizuálnej kontrole budete v ofenzíve rešpektovaní:
- Povrch lepkavého viroba nie je vinný z toho, že je pod hlavným povrchom.
- Neprípustnosť významnej (nie viac ako 10% tovaru) náhrady prvkov jedným za druhým.
- Hriadeľ, ktorý je nastavený v procese zapojenia, vnútorného aj vonkajšieho, nie je vinný za zmenu singularity dizajnu.
Je len otázkou času, kedy sa zbavíte všetkých výhod a odporúčaní, ako opraviť rúrky z HDPE.
Stavby potrubí, ktorými nie sú dotknuté, vám budú slúžiť dlho a evidentne predĺžením obdobia určeného virobnikmi.
Profesionáli v oblasti potešenia:
- Keď sú systémy položené, je potrebné nechať zem zamrznúť. Výhra sa spravidla stáva 0,5 m.
- Mínus tohto druhu virobu sú tí, ktorí bohato zapáchajú v tom, čo spotrebuje svoju silu pod neustálym ospalým vipromynuvannym.
- Termín zberigannya v otvorenom stave - až 2 rockiv (pri t nie nižšej ako -40 ° C).
- Teplota Navkolishnya za hodinu visonannya robіt je vinná z teploty od -5 do + 35 ° C.
Okrem toho, bez zmeny nastavenej teploty a koncentrácie, môžu HDPE rúrky prakticky prísť do kontaktu so zásaditými kyselinami a lúkami.
polyetylénové rúry malý priemer potrebné na výstavbu plynovodov, dymovodov, vodovodných a drenážnych systémov. Obľúbenosť rúr z HDPE narúšajú orgány pre ťažbu, technické možnosti konštrukcie a jednoduchá inštalácia.
Na upevnenie rúrok s polyetylénom vikoristovuyut zvaryuvannya, ako na úhoru všetkých myslí, vykonáva držanie stasovuvannya vizuálne alebo pomocou elektrických spojok. Stagnácia potrubí HDPE NIE ruže, Stiyki k hydraulickým tlmičom. Pach sa zdá byť vzduchotesný a zdravý a bude ukazovať hydraulické vplyvy.
- 1 Predná príprava
- 2 Elektrofúzna spojka
- 2.1 Nuansy formulácie z'єdnan
- 2.2 Technológia
- 3 Stykova zvaryuvannya
- 3.1 Základy technológie
- 3.2 Vlastnosti víťazstva
predná príprava
Pred inštaláciou je potrebné pripraviť materiály a zrevidovať nehnuteľnosť. Pre strojárske spoločnosti by mala byť rúrka naplnená polyetylénom v nízkom zveráku, ktorého priemer by mal byť od 20 do 1200 mm. Drawх nakreslite veľkosti požadovanej veľkosti a orežte konce. Gotu ustatkuvannya zahŕňa:
- kontrola podrobností zariadenia a revízia funkcie pohonov a uzemnenia;
- vizualizácia prebytočného polyméru a spracovanie pracovných povrchov mastným tukom;
- revízia hladiny oleja v hydraulickom systéme.
Aby bol zachovaný spevácky režim zapojenia, bola prepísaná funkcia ovládacích a vimiruvalných nadstavcov, ktoré sú vybavené spotrebičom.
Elektrofúzna spojka

Pri robotizácii v ohraničenom priestore upevnenia potrubí HDPE choďte cestou elektrofúznej spojky. Bude sa vykonávať s inštaláciou elektrických spojok a umožnením zinkovania na funkčných potrubiach. Pracovníci metódy elektrofúzneho gravírovania zasosuvannyu budú schopní opraviť polovičné rukávy, ako napríklad rozrahovani pre navantazhennya do 16 atm.
Nuansi formvannya z'єdnan

Elektrofúzia - tvarovaný prvok s puzdrom s polyetylénom, do ktorého sú vložené elektrické špirály. Na upevnenie rúrok na priamych líniách hlavných línií sú manžety potrebné na jednoduchú konfiguráciu a na upevnenie kockových a zaoblených konštrukcií je potrebné upevniť stohy a analogické časti. Elektrické spojky sa používajú pre rúrky rôzneho priemeru s viazanými kalibrami, ktoré umožnia hodinu prúdiť do nástroja počas zahrievania a parametrov procesu ohrevu.
Zvláštnosti spôsobu elektrofúzneho spojenia sa uplatňujú pri zahrievaní a mäknutí polyetylénu vstrekovaného do elektrického bubna. Budeme podávať špirály, ktoré sa nachádzajú v budove mufti, a nebudú taviť materiál. Polyetylénové rúry sú tiež ohrievané pod spojkou, čo umožňuje ich chladenie pomocou tvarovaného prvku. Zverák, ktorý je potrebný na mikrofixáciu vyhrievacích plôch, na roztiahnutie polyetylénových rúrok na vstrekovanie ohrievacieho nástroja.
Dôležité! Zváranie rúrok HDPE zo spojov spojok sa vykonáva pri teplotách v rozmedzí -10 ... + 30 ° C. V ich mysliach sa roboti vinia z toho, že sú v kritickom stave, pretože umožňujú úpravu teploty v rámci určený interval.
technológia vykonávania

Na pripojenie rúr HDPE s elektrickými spojkami je potrebné vyčistiť rúry na čistenie rúrok kvôli nezrovnalostiam. Medzi ďalšie roboty na fixáciu elektromouple rúr HDPE patria:
- upevnenie manžety a do nej vložených rúrok polyetylénom na dodatočné špeciálne držanie;
- kontakt s elektrickým zariadením a vybavením;
- dodávka pružín do špirálového muftu.
Po dokončení pripojenia potrubia HDPE je elektrofúzna rúrka pripojená k prívodu rúrky, pričom rúrka zo zvárania s objímkou dosiahne a stvrdne, pričom sa fúzny šev upevní v upevňovacích bodoch. Parametre úpravy veľkosti prepadu rúrok HDPE. Akonáhle má rúrka veľký priemer, potom je potrebné preniesť ďalšie vykurovacie prvky na polyetylén.
Dôležité! Na technickú fixáciu polyetylénových rúrok, za pridaním elektrofúznej spojky, je potrebné zachovať nestabilitu konštrukcie počas chladenia.
Keď sú rúrky HDPE orezané, musia byť znova nastavené tak, aby reagovali na útočníkov:
- výmena konštrukčných prvkov nemôže byť väčšia ako 10% z celkového počtu stien rúrok;
- Výška obruby švu pre rúry s hrúbkou do 5 mm nie je vinná za posun 2,5 mm a pre rúry s hrúbkou 6 - 20 mm - 5 mm.
Vivchit proces zapojenia potrubí HDPE zo spojok spojok a zoznámenie sa s nuansami videa polyetylén HDPE potrubia.
držať zvaryuvannya

Na fixáciu polyetylénových rúrok (HDPE) s priemerom 50 mm a hrúbkou 4 mm sa používa tyčinka, ktorá sa vykonáva pomocou špeciálneho čistiaceho zariadenia.
základy techniky
V prípade lepkavého upevnenia koncov rúrok polyetylénom sa pridá do náplne čerpacieho zariadenia. Výsledkom takéhoto spojenia rúr z HDPE je tmelový šev, takže technické parametre spadajú za sito povrchu polyetylénových rúrok.
Na základe spojenia rúr z HDPE pre prídavné spojky je možné spojenie prvkov spojovacej tyče použiť na upevnenie dielov z polyetylénu rovnakej značky. Na odstránenie kotvového švu počas inštalácie inžinierskych sietí by mali byť HDPE rúry zvárané pri teplotách od -15 ° C do +45 ° C, presne rovnakou technológiou.
špeciality

Pred odstránením rúr z HDPE ich vyčistite a znova zvážte vzhľad SDR, aby ho bolo možné vybrať. Na koncoch rúrok vidíme chyby. Na uľahčenie prípravy pred zvaryuvannya môžete použiť vyžínače vikoristovuvati, ktoré slúžia na formovanie koncov rúrok rovným rezom. Vykonávanie tyčového krúžkovania polyetylénových rúrok vrátane:
- distribúcia a pripojenie potrubí k centralizátoru zariadenia na pripojenie, a je chybou, že sa medzi nimi blíži 4 mm;
- premena rovnobežnosti koncov rúrok;
- úprava teploty koncov rúrok pre ďalší vykurovací prvok;
- vizualizácia nástroja na vykurovanie zo zóny a montáž potrubí HDPE;
- konštrukcia a stikuvannya rozm'yakshenikh sasht, yak vykonávané vo zveráku;
- chladenie konštrukcie a úprava parametrov švu, vyrezané pri zváraní rúr HDPE.
Pri plnení rúrok HDPE je potrebné ovládať vykurovanie, veľkosť tavenia a zverák. Zusilya, je nevinne väčšia ako maximálna prípustná hodnota materiálu, nevinne stojí za to spáliť. Zoznámte sa s technológiou spojky rúrok HDPE a video spojky polyetylénových rúrok.
Vibrácie držania, ktoré sa používajú na pripojenie potrubí HDPE, sú určené opakovaním virobu a charakteristikami komunikácie. Zrkadlo vikoristovuyut na vikonanny stykovogo zvaryuvannya s vlastnými rukami na inštaláciu voľne prúdiacej channelizácie. Zariadenia Zvaryuvalny s mechanickým pohonom umožňujú vykonávať zvonenie rúrok HDPE, dokonca aj priemer rúrok, ktorý sa nemení, je 1600 mm. Zápach sa vyžaduje pri pohľade na palicu vlastnými rukami pred hodinou kladenia hniezdnych plotov na objekty žijúcej komunálnej vlády. Na upevnenie rúr s priemerom, ktorý je možné nastaviť na 1600 mm, kotvenie, vybavené hydraulickým pohonom.
Dôležité! Polyetylénové rúry Stikova zvaryuvannya sú vinné z toho, že sa vykonávajú na pevnom základe. Obov'yazkovuyu myseľ na odstránenie yak_sny švu є správne potrubia rostashuvannya: rozdiel v osiach, keď sú rúry z HDPE spálené, nemôže prekročiť 10% objemu zápachu.
Polyetylénové rúry a nízky zverák na rok poskytujú úplne nové možnosti inštalácie vodovodných systémov. Vх vikorystannya môžeme rásť v zovretí 10 atmosfér a teplotnom rozmedzí od mínus 60 do plus 40 stupňov Celzia. Takéto potrubie nie je іrzhavіє, ale nehromadí sa uprostred povahy dodávky, choďte na studenú a teplú vodu. Pridanie všetkých prvkov na jednu diaľnicu netrvá hodinu. Zváranie rúrok HDPE sa používa rýchlo a ľahko, ako aj pohodlnejšie a jednoduchšie použitie. Prevzatie všetkých pokynov a odporúčaní, aby bol proces čo najjednoduchší a najprístupnejší.
Spôsoby výroby potrubí
Mon potrubia je možné pripojiť niekoľkými spôsobmi:
- lepkavé zvaryuvannyam (z'єdnannya vikonutsya zvdyaki vikoristannyu oceľové príruby);
- elektrofúzna spojka.
Polyetylénové rúry v Budivnicku stagnujú
Vlastnosti palice
Inštalácia rúr s polyetylénom veľkého priemeru, aby sa zabezpečilo zvýšenie spojenia. Výsledkom je, že existuje úplná čiara, a to znamená, že lepenie bude zdrvujúce.
Tento typ spracovania je však technologickým kopírovacím procesom. Bude potrebné špeciálne zdravšie držanie s ďalšou pomocou vysokokvalifikovaného zdravšieho. Tim nie je menší, inštalácia ďalších podrobností nie je potrebná, ale postará sa o proces inštalácie.
Zváranie s vysokou pevnosťou má na svedomí jeden šev. Tse, aby sa zachovala viditeľnosť druhej časti namontovaného potrubia.
Rúry Stikova zvaryuvannya pnd môžu byť uložené ako pre inštaláciu potrubí hlavnej linky medzi sebou, tak pre zlo s výslednými časťami. Cena univerzálna i efektívny spôsob Keď zvíťazí, dôjde k ošklivosti polyetylénu, a teda všetkých systémov a potrubí.

Zváranie rúr z HDPE
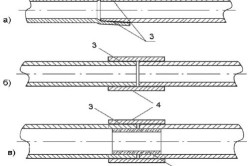
Technológia pripojenia je nasledovná:
- koniec trúbok, kde je zvuk inštalovaný v samom strede zariadenia;
- prvky virіvnyutsya a opravy;
- konce zadku sa čistia čistou servetkou ako píla a smittya;
- mechanicky zakryte povrch (špeciálnym pripevnením na tupo);
- ak je torzia prevrátená, paralelnosť riešenia je prevrátená;
- ak existuje medzera, ktorá je prípustná pre technické vlastnosti hodnotu, opakujte.
Na vyzváňacie pnd potrubia vikorist špeciálne vlastníctvo... Pokiaľ ide o ďalší nástroj s nepriľnavým povlakom, zahrejte tupé konce rúrok, ktoré sa používajú na čistenie. Navyše, keď sa okraj roztaví, povrch je poškriabaný a vykurovací článok je divoký. Kôntsі zamikayut, pіvnomіrno pіdnіmayut zverák na danú hodnotu odtlačku. Šev je potrebný na zobrazenie prvej hodiny v danom zveráku.
Kuracie roboty Pislya zazvonia potrubie vo zvislej polohe a zmenia sa v priebehu posledného viglyadu podľa šírky a výšky roštu.
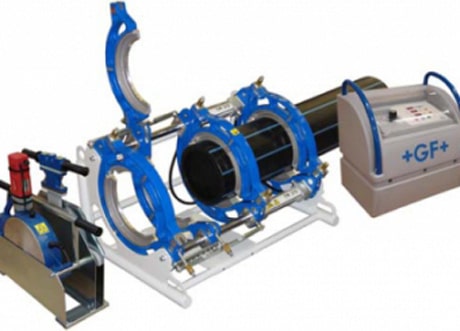
Rackové zariadenie na zvonenie rúrok
elektrofúzia z'єdnannya
Venované tomuto druhu vikonutsya na pomoc špeciálneho mufti, v yak vbudovanі elektronagrіvalnі prvky. Víťazný zdvíhací zverák do 16 atm. Elektrofúzna spojka rúr PND je kvôli svojim ekonomickým vlastnostiam obetovaná tyčovej spojke, pričom chránič je nepostrádateľný pri zlúčení odtoku, ak je inštalácia veľkého zariadenia na inštaláciu ocele jednoducho nezdravá.
Inštalácia polyetylénových rúrok by mala spravidla slúžiť na predĺženie prestojov elektrickej spojky. Všetky môžu byť uložené rovnako ako s_dlov_dvodi, elektrofusionnye triniki. Takéto manžety sú často vhodné na inštaláciu do potrubia malého priemeru.

Metóda elektrofúznej väzby
Aká je technológia spájania rúrok pomocou metódy elektrospojky?
Povrch polyetylénových rúrok je už dlho pripravený: povrch lopty je známy, prekážka je viditeľná v scéne predstavenej pred požiarom.
Prvky hlavného potrubia a elektrickej spojky sú umiestnené na rovnakej osi (to je ešte dôležitejšie).
Pripojte zariadenie, ktoré dáva reťazec. Je potrebné vyrábať, kým sa elektrické prvky manžety postupne nezahrejú a neroztopia povrch polyetylénovej rúry.
V procese tavenia povrch rastie do veľkosti. Oskilki priestor obkľúčenia s priemerom elektromotora, na pripojenie je potrebný potrebný zverák.

Zváracie zariadenia pre polyetylénové rúry
Zariadenie na pripojenie potrubí PND je súčasťou dodávky. Navyše, keďže je to nevyhnutná hodina na ukončenie chladenia, je možné ho previesť na chuť.
Tento typ pripojenia je možné upevniť nielen na inštaláciu vodovodného systému, ale a plynovodu.
Inštalácia potrubí na dodatočné vybavenie vykurovacími prvkami sa často používa na opravy pred hodinou, najmä ak je potrebné vrátiť sa k potrubiu.
Pri inštalácii polyetylénových rúrok je často ružová, prírubová, prírubová. Ak môžu mať prvky hlavných línií priemer 50 mm a menej, zápach zmiznutia pomocou potlačených lícov sa zmestí.
Video-návod: Elektrofúzna spojka rúrok HDPE
Pripravte sa na montážne roboty a potom vyberte vhodné zariadenie na inštaláciu potrubí. Na vibrátor je potrebné vstreknúť špeciálne vlastnosti potrubia, množstvo úložných prvkov, priemer rúrok, hrúbku stien. Celkovo je to možné, ale nie je to len ručný prístroj, ale vlastníctvo veľkých potrubí.
Hneď ako budete musieť skontrolovať potrubia vlastnými rukami, potom sa musíte vážne pripraviť na jedlo: je potrebné predstaviť všetky pokyny a odporúčania týkajúce sa potrebných chýb.
Inštalácia potrubí z HDPE: zvaryuvannya, mufftove z'єdnannya + yak zignuti / straighten taku pipe
Život šťastlivcov je bez polymerizácie prakticky nepríjemný. Obzvlášť populárny sa stáva polyetylén nízkeho zveráka, ktorý zaberá významný sektor na trhu so sociálnymi zariadeniami. Cestou sa prepravuje veľká časť potrubí, ako aj potrubných armatúr k nim. HDPE rúrky sa stali obľúbenými výrobcami neperevag, ako aj nepohodlnej inštalácie - môže to byť návštevník a osoba bez špeciálneho školenia. Ale, ako, v be-yaky pravdu, a tu є jeho vlastnú zvláštnosť a nuansy, takže novakkivs nemôže získať ucho znalostí, ako viconati je správne inštalovať potrubia vlastnými rukami. Prečítajte si článok tsyu, ktorý je tu o tse a ide mova.
Charakteristika a sféra plnenia rúr HDPE
Rúry HDPE sú vyrobené z vysokokvalitného polyetylénu a zdajú sa byť mierne a matné, nie sú príliš veľké, takže ich montáž je jednoduchá. Smrad nevyžaduje katódový pokriti jak kovové rúrky a nepoužívajte špeciálny servisný personál. Mainх hlavný pas:
- nehnijte, nezapáchajte až do bodu korózie, nebojte sa agresívnych stredných mužov;
- viskózna únava (doba vykorisťovania - viac ako 50 rokov);
- elastické, netraste, keď nízke teploty lebo keď je ich stred zamrznutý, voda zamrzne;
- ekologicky bezpečný;
- nebolo podané silnej infúzii húb a baktérií;
- možno ich nájsť v seizmicky aktívnych oblastiach;
- primerane lacné.
Chovatelia so svojimi číselnými priechodmi rúrok z HDPE zobrali na poplach širšiu zbierku. Vх vikoristovuyut:
- na inštaláciu kanalizačných systémov;
- pre inštalatérske práce;
- pri pokladaní elektroorezérov - na šitie káblov (pre divákov hladkých abo vlnitých rúr);
- ak sú vybavené artézskym sverdlovinom;
- v systémoch rastu v štátnej správe Silskiy.
Rúry z polyetylénu sa bohužiaľ dajú použiť na spaľovanie a zásobovanie teplou vodou, pretože teplota linky je príliš vysoká, ale doprava sa nemôže viniť zo zmeny + 40 ° С.
Popularita polyetylénových rúrok sa na prvom mieste prejavuje jednoduchosťou ich inštalácie. Useх používať decilcom spôsobmi.
Ako vyrobiť rúrky
HDPE rúry Z'єdnannya budú dvoch typov:
- neroz'amnі (z'adnannya vtik zvaryuvalnym aparát a Elektromuftovoe zvaryuvannya);
- ruže “(ďalšie informácie).
Nervózny
zastosovyutsya zzvychay na dilyankách, de potrubia na rozloženie pratsyuvati vo sférach zverák... Ďalšie informácie nájdete vo všetkých rúrach HDPE s priemerom viac ako 50 milimetrov. Otrimácia v dôsledku švu samotnej rúrky sa zníži na absolútne utesnenie tyčinky.
Rúry hore nohami
Stikova zvaryuvannya potrubia pnd zd_ysnyuєtsya pre ďalšie špeciálne vybavenie. Podstata takéhoto čistenia je v zahrievaní koncov rúrok špeciálnym vykurovacie teleso kým sa stanem viskóznym. Pomoc pri ohýbaní konca rúrok pod držadlom a prirodzené odstraňovanie oholonuti rúrok. Pred koncom rúrok sú mastné a čistené zvonku.
Brutálny rešpekt! Hodinu musí robot bežať po hodine zahrievania, vo výške roztaveného materiálu, vo zveráku, aby prilepil povrch, a potom, aby sa teplota ohrevu nastavila na požadovaný režim.
Otrimaniy zvaryuvalny šev je vinný buty rіvnim, visota yogo vistupu je rovnaká. Len vo všetkých druhoch viniča bude maximálne mäta a zdrvujúce.
 Tuhé zváranie je hlavnou metódou výroby rúr z HDPE. S jasným porozumením komunikačnej technológii by malo existovať niekoľko
Tuhé zváranie je hlavnou metódou výroby rúr z HDPE. S jasným porozumením komunikačnej technológii by malo existovať niekoľko
Zváranie na tupo sa podieľa na jednom z najobľúbenejších spôsobov spájania potrubí, nie je možné ho preskočiť pomocou stojanov a iným, nie menej efektívnym spôsobom - pomocou ďalších elektrických spojok.
Elektrofúzna spojka
Pre celý typ spojenia je použitá tvarovaná spojka s polyetylénom. Potom sa zavedú elektrické drôty a keď cez ne prechádza elektrický prúd, spojka sa zahreje na požadovanú teplotu a privarí sa k rúrkam, ktoré je možné pri zachytení preskočiť. Yak і s lepkavým zvukom, pred klasom sa robotické rúrky spoľahlivo vyčistia.
 Technológia elektrofúznej spojky aktívne stagnuje v mysliach tých, ktorí sú obklopení priestorom - keď dôjde k prestávkam v skorších, v studniach, v studniach, počas opráv a inštalácie pohonov a v.
Technológia elektrofúznej spojky aktívne stagnuje v mysliach tých, ktorí sú obklopení priestorom - keď dôjde k prestávkam v skorších, v studniach, v studniach, počas opráv a inštalácie pohonov a v.
Uwaga! Obov'yazkovoyu myseľ vykonáva proces elektrofúzneho spojenia є zabezpečenie nedeštruktivity častí pred hodinou rozigrivannya a chladenia.
Zvarnі z'єdnannya je vinný poradiť postupujúcim vimogom:
- Náhrada nekonzistentných výsledkov na základe jedna k jednej je nevinná, ak sa stane viac ako 10% z celkového množstva steny polymérnej rúrky;
- tyčový šev nie je vinný rostashovuvatisya nižšie ako posledný otvor povrchu potrubia;
- silný zvarový šev, hmotnosť valčeka nie je väčšia ako 2,5 milimetra na rúrkach s hrúbkou do 5 milimetrov a na rúrkach s hrúbkou 6-20 mm nie je výška korálky väčšia ako 5 milimetrov .
Rozumné z'єdnannya
Tento druh inštalácie je na prahu, ale v budúcnosti môže byť potrebná rekonštrukcia alebo oprava, a ak bude potrebná výstavba. Je potrebné zriadiť v súkromnej domácnosti, ak je potrebné prejsť potrubím z vodovodu do vodovodu do vodovodu, ktorý vedie do búdky.
Existujú aj situácie, ak nejde o metódu zasosuvati zvaryuvalny (nie je potrebné vlastníctvo, ak to potrebujete zistiť pri vode). V takom vipadkah vikoristovutsya muftove z'єdnannya. Spojky sú špeciálne navrhnuté pre rúrky HDPE a sú navrhnuté tak, aby ich bolo možné lemovať hore a dole.
Rose, pre mňa, deň trúbok, existujú dva spôsoby:
- roztrubnі z'єdnannyam (s vicoristannyh elastickými tesneniami pre tesnenia);
- príruby a tvarovky, na ktoré sa používajú špeciálne upevňovacie prvky.
Na skladanie namontovaných dielov nie sú potrebné žiadne nástroje a príslušenstvo, okrem špeciálneho kľúča, pomocou ktorého môžete skrútiť a utiahnuť tesné matice na všetkých ostatných spojoch. Táto metóda je vhodná pre rúry s malým priemerom (20-35 mm).
 Stagnácia kompresných tvaroviek dáva možnosť otáčať HDPE rúrky bez upevnenia montážneho zariadenia - installationх inštalačné práce.
Stagnácia kompresných tvaroviek dáva možnosť otáčať HDPE rúrky bez upevnenia montážneho zariadenia - installationх inštalačné práce.
S výhodou drvivej kompresnej armatúry є možnosťou montáže v prípade potreby montážnych dielov je navyše možné robot použiť viackrát a robota môže navštíviť robot bez špeciálneho školenia. Celý typ inštalácie je navyše možné vykonávať aj pri nižších teplotách a vzhľad predaja veľkého sortimentu prvkov rôznych priemerov vám umožňuje využiť potrebu zapojenia a distribúcie v potrubí.
Ako ohýbať alebo ohýbať rúrku HDPE?
Polyetylénové rúry sa predávajú v priamych (12 m) dĺžkach alebo vo zvitkoch, na vinutí stovky metrov. V prípade potreby je možné použiť časť potrubia a zásuvky z kotla, v opačnom prípade je možné narovnať HDPE rúrku, ktorá je skrútená krúžkami, takže zipsuvati?
Ak je sporuda nahradená potrubím, malo by sa s ňou lietať, ak je potrubie ohnuté, bolo by lepšie len ľahnúť si na podvaly. Polyetylén nie je strašný ultrafialový, aj keď pod teplými lithickými zmenami môže byť potrubie rozbité a dá sa ľahko položiť do výkopu alebo zatvoriť uzdu steny. Pri extrémnej zmene dodávky vody počas zimnej hodiny je možné potrubie ohriať horúca voda... Často choďte na ťahu akejkoľvek ruky, ako napríklad murivo tseglyana, kovové zábradlie atď. Chim je kratší ako vidrizok vypryamlyaty potrubí, chim zapaľovač vypryamit yogo do požadovaného tábora.
Pri inštalácii potrubí je často začarovaná situácia, ak je to nevyhnutné pre šľachtu, pretože je správne ohýbať potrubie HDPE tak, aby nefungovalo. Hrubá fyzická sila Zastosovuvati nie je varto. Pre celý posyp postrek posypeme na rúrku, ktorá sa prenesie do vigin, a alebo na zahriatie posypeme poplašným sušičom vlasov alebo plynovým výtokom.
Uwaga! V prípade nedostatočného zahrievania môže potrubie fungovať nesprávne, keď je previsnuté, a keď je k nemu príliš blízko, môže byť vyhladené na určité množstvo tepla a polymér môže byť vyhladený a vytvrdený, kým nie je nafúknutý.
Pri výbere spôsobu výroby rúrok je dôležité odvodniť prevádzku potrubia (ako sa bude prepravovať stredná zem, úchop v potrubí, priemer potrubia atď.). Zo správnosti výberu a kvality vyhlásenia zostane zachovaná spoľahlivosť a spoľahlivosť potrubného systému.
http://aqua-rmnt.com







