Inštalácia pálených propylénových rúr. Yak, aby ste trúbku správne spájkovali a popálili
Prostredníctvom zvláštnych klimatických myslí našej krajiny je ešte dôležitejšie založiť si vlastný byt a kabíny bez systému spaľovania. Prežiť zimu bez vysielačiek alebo batérií je ešte dôležitejšie. K tomu bol daný štatút venovaný inštalácii systému. propylénové rúry, Bude to ešte relevantnejšie, najmä v očakávaní chladného počasia. Ako hlavný materiál použijeme polypropylénové potrubie so znalosťou podrobností štatistiky.
Na obrazovke poplašných materiálov budete zadarmo nové druhy potrubia, kovové, plastové atď. polypropylénové rúry... Vikoristovuvati odporúčajú nielen veľmi priateľskí ľudia, ale aj ich profesionáli.
Rozširovanie systému a vypaľovanie polypropylénových rúrok bez stredu je spojené s nasledujúcimi charakteristikami:
- zápach je ekologicky bezpečný;
- mіtsnі іnadezhny;
- Nech nový termín ťažby, polypropylénové rúry, so správnym vikorystanným, môže trvať až 50 rokov;
- rúrky styki z vonkajších injekcií;
- nie sú vystavené korózii;
- prevetrajte sa triviálnou hodinou a udržujte svoj vnútorný povrch hladký, aby ste nechali vodu cirkulovať hladko a bez prekážok;
- jednoduchosť inštalácie;
- Nie je potrebné skladacie mechanické spracovanie;
- k malému šikmému autu je možné vyrobiť rúry z izpol_propylénu;
- Možno je nízka parita.
Zoberme si krátku inštaláciu pálených polypropylénových rúrok, za ktoré je majster zodpovedný za vybavenie matky pri spájkovaní robota a zváracieho zariadenia. Nízku vodivosť polypropylénu možno nazvať kritickým nedostatkom.
Yaksho vireshili montuvati spálené polypropylénovými rúrkami vlastnými rukami , Na komunikáciu nie je potrebné kupovať zariadenie, môžete si vziať vorend alebo požiadať o priateľov.
Polypropylénové rúry jak z'adnati? Hlavné spôsoby
Aby systém mohol spáliť polypropylénové rúry vlastnými rukami, je potrebné mať určitý druh inteligencie, pretože ich môžete pripojiť. Existuje niekoľko typov spájkovania, ktoré zapáchajú v usadeninách veľkosti potrubia.
Ak má potrubie priemer až 63 mm, môže byť táto časť pripojená 2 spôsobmi:
- roztrubnoy technológia;
- pomôcť muftovoy zvaryuvannya.
Prvý spôsob je najjednoduchší. Keď hovoríme jednoduchým moyu, princíp ofenzívy: jeden koniec trúby a vstup najmä do rozšírenia konca.
Spájkovacia spájka vypaľovaná polypropylénovými rúrkami na prenos špeciálnych súčiastok-spojok, ktoré obsahujú dve časti, ktoré sa používajú na lícovanie. Tiež pre potrubie bolo prevedené s ďalším vývojom, tonnuzhno zastosovuvati špeciálne roztrubnі fіting.
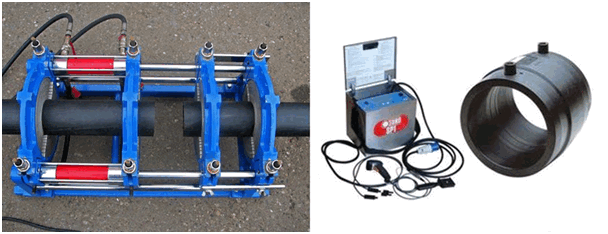
Rúry s veľkým priemerom je možné spájkovať „v zákulisí“. Tse vvazhaєtsya najlepší spôsob upevnenia.

- vreckové zariadenie na zapojenie;
- izpolypropylénové rúry;
- objímka vykurovacieho telesa;
- trysky rôzne priemery;
- drevená lopatka abo ganchir'ya.
Ručné zariadenie na spájanie potrubí pre rúry s priemerom do 40 mm. Pri väčších širokých rúrach je potrebná stacionárna inštalácia, pretože by mala byť umiestnená pred stredom.
Na prenos tepla na polymérne prvky je potrebný vyhrievací rukáv. Vyhrajte taviacu guľu a vnútornú guľu trubice, aby ste orezali expandovanú trubicu. Vzhľadom na to, že je potiahnutý teflónom, materiál sa neroztopí na vykurovacie teleso. Vzhľadom na detaily ho môžete v robote ľahko upratať.
Pred klasom je stacionárny prístroj nastavený tak, že stál neposlušne a neisto. Pred zapojením sú do neho nainštalované všetky dýzy. Pre efektívnu prípravu je majster zvárania vinný z toho, že môže urobiť veľkú chybu, pretože v tomto procese môžu existovať akékoľvek nepresnosti. Yakscho si je vedomý vašich silných stránok, s pomocou profesionála sa ukáže krajšie.
Fakhіvtsі poteší retilne prešívané prikrývky s pracovným povrchom, ktoré vyčistia zvyšný polypropylén. Môžete to vziať pomocou drevenej špachtle. Robotika je potrebná okamžite, pokiaľ polymér nevychladne.
Vlastnosti rozety zvarka
Inštalácia polypropylénových rúrok dodávaných technológiou vimag
- Na rez 90 stupňov sú potrebné trúbky Rizati;
- s pancierové rúry je potrebné vopred vidieť kovovú škrupinu;
- zostavovanie robotov na prenos k viktoriánskemu zavryuvalnogo aparát Spustite proces spájkovania iba s rukavicami;
- je potrebné zahriať všetky dýzy na teplotu 260 stupňov;
- є Vzhľad nerovného švu alebo deformácií je neprijateľný.
- Pri spájkovaní je potrebné spevniť šev.
Vimogi Kmontazha pálil polypropylénovými rúrami

- U robotov je potrebné vyberať materiál bez problémov s lámaním a pri preprave a skladovaní je potrebné dbať na všetky dostupné štandardy. Okrem toho je možné v netesnivom, utesnenom prostredí inštalovať iba čisté a vysušené diely.
- Polypropylénové potrubie je potrebné odobrať suché a napájať ho z otvoreného ohňa.
- Pri preprave je potrebné dávať pozor, aby ste šetrili potrubia a pred mechanickými injekciami.
- Dobré spájkovanie rúrok je možné vykonať v miestnosti s teplotou najmenej 5 stupňov Celzia.
- Pri spájkovaní rúrok je potrebné vykonať detaily spoja.
- Nie je možné nezávisle určiť vývoj, keď sú potrubia inštalované týmto spôsobom, je potrebné zvoliť špeciálne tvarovky.
- Pripojenie potrubia bude bezpečné znova a znova, ak počas inštalácie budete používať teflónové pásy s abnormálnym vzhľadom tkaniny.
Inštalácia іpayka pálenej polypropylénovými rúrkami: video
Návrh systému a spaľovanie
Najčastejšie je potrebné postaviť spálené polypropylénové rúry v súkromnom stánku . Požiadajte robotov s vlastnou montážou, aby opravili dizajn systému a inštaláciu. V domácnosti na inštaláciu kotla sa prenáša do okolitého priestoru, v byte sa často inštaluje do kuchyne alebo podobným spôsobom.
Plánovanie systému je spálené, čo je ešte dôležitejší krok, z dôvodu nedostatočnej účinnosti stavby domu alebo bytu v dome.
Zatiaľ je uložený diagram spaľovania polypropylénových rúrok. Bude požadovaný počet rádií, počet potrubí a počet závitov v potrubí. Systém je navrhnutý tak, aby sa otočné potrubie nachádzalo súčasne s inštaláciou kotla. Hneď ako sa dostanete cez ten nižší, bude cirkulácia vody sťažená. Vzhľadom na schematický plán bude potrebné postaviť celkom potrubí a počet armatúr na inštaláciu.
Inštaláciu opalizujúceho systému je možné vykonať v jednom z dvoch diagramov:
- technológia horného plnenia;
- Pozrite sa na spodnú schému plnenia.
Prvý systém spaľovania je založený na gravitácii prenosu tepla teplotným rozdielom. Horná výplň prístavieb v súkromných búdkach a chatách, na jej inštaláciu nie je potrebné zvlášť kupovať čerpadlo. Okrem toho je schéma najjednoduchšou a najspoľahlivejšou možnosťou, najmä pre ticho, ktorí plánujú inštaláciu potrubí nezávisle.
Technológia skladania dna dole. Vona vimagaє spustite vodu a vykurovací okruh Primusovo. Dosiahnite tse zarahunok špeciálnej pumpy, vbudovanogo pri spustenom systéme. Nedôležité ďalšie schémy vitrati, tsya na získanie popularity vo viacpodlažných stánkoch. Navyše, v prílohe її môžete vikoristovuvat rúry a menší priemer.
Okrem vysoko popísanej klasifikácie systémov je možné vidieť jedno- a dvojrúrkové obvody Snow a ďalšie zariadenia dodávané do batérií alebo rádií.
Nainštalujte opačný systém a polypropylénové rúry
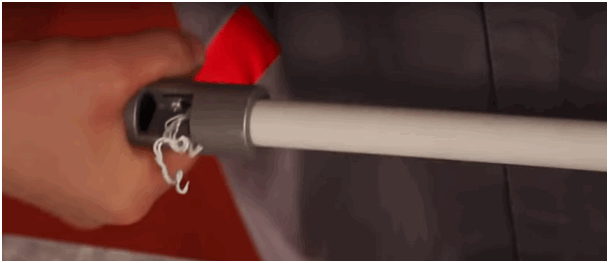
Tryska je nasunutá na zariadenie, za to môže priemer potrubia. Kinetuje potrubie spojené s dýzou a ohrieva sa. Hodinu budem ohrievať podľa veľkosti potrubia, až po Applied, 20 milimetrov rúrok a teplo 5 sekúnd, rúrky s priemerom 63 mm treba orezávať 24 sekúnd.
Pre celý postup je potrebné stlačiť jeden k druhému a držať niekoľko sekúnd. Nie je nepriepustný, pretože detaily sú studené. Fahіvtsі na ovládanie procesu zahrievania dielov, takže prehriatie môže spôsobiť, že sa v strede potrubia objavia hroty.
Pri všetkých inštalačných robotoch sa odporúča prehodnotiť kvalitu údajov. Majster je celkovo vinný z organizovania vyfukovania systému. Hneď ako dôjde k zmene, ukáže sa, či dôjde k prekódovaniu, práca vikonanu je jasná, asvarka je bez zrastov.
V danom statti buv popisy postupu inštalácie systémov a vypaľovania polypropylénových rúrok. Ak budete postupovať podľa pokynov, môžete si všetkých robotov vytvoriť sami, bez toho, aby ste sa museli učiť funkcie.
Keď prvýkrát uvidíte spájkovanie polypropylénových rúrok vlastnými rukami na majstrovom klasu, je nevyhnutné, že nie je núdza o jedlo, ktoré vám pomôže urobiť video.
Ak sa postarám o to, aby montuvati spálili systém alebo fragmenty nezávisle, pred nami je zásoba jedla o týchto jakoch správnu hodnosť kompetentne vyberať medzi svojimi časťami ti chi іnshi. Napríklad dve polypropylénové (kovoplastové) rúrky. Kedysi sa stavalo, nie rovnaká fantastická skladateľnosť. Ale vimagaє tipy na spev. K tým špecialitám, vyskúšajte, trénujte, aby prinieslo svoje ovocie. V raných póroch vitality môžete nielen viac ako hodinu, ale o niečo viac ako trochu zipsuvati. Potom príde dosvid - práve ten hriech dôležitých milostí.
Za klas, kúpte si hrot spojok a cievok, môže to byť lacnejšie, a rúrky. Pred rečou kúpte príslušenstvo rovnakej značky, ako napríklad vyberanie vodných fajok, virobie mladých, prechádzanie do trochi inaxes, ako veľkých, yakis, navpaki, zhorstkishe.
Bude potrebný yaky nástroj
Na spájkovanie polypropylénových rúrok vlastnými rukami potrebujete vedieť správny nástroj:
- Špeciálne elektrické zváracie zariadenie na spájkovanie rúrok, spájkovacích trysiek požadovaného priemeru, na bytové rozvody najčastejšie s priemerom 20.

Elektrický zvárací stroj na spájkovanie rúrok
- Špeciálne pristosuvannya (nazývané „čistenie“), scho vikoristovuyutsya na spracovanie čistých polypropylénových rúrok s prokharkom pre kovové „ústredie“;
- nôž / nože na prípravu polypropylénu;
vimіryuvalnі nástroje (ruleta); - Marker (alebo len olіvets).
Yak dodávka spájkovacej vody z polypropylénových rúrok
Pri spájkovaní pozorne dávajte pozor na spájkovanie rúrok a tvaroviek, zápach sa vyčistil, ak narazíte na pílu, môže tiecť tekutina alebo voda. Ak nie všetky naraz, tak sa poponáhľajte.
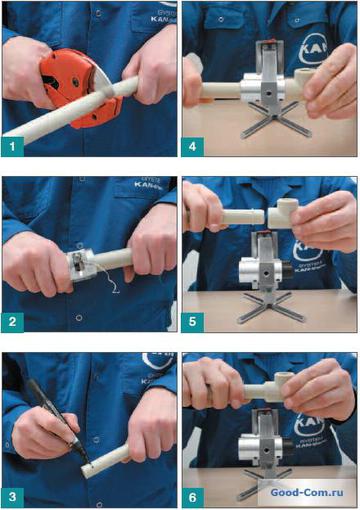
1. Vіdmіryaєmo a іdrіzaєmo sú nevyhnutné pre trúbku. Na rúrach môžu byť odreniny, môžete ich očistiť kancelárskym nožom. Ak je potrubie „ústredie“, potom je časť metalizovaná špeciálnym čistením. S takouto hodnosťou metalizovanou rúrkou je to rovnako ako s polypropylénovou rúrkou.
2. Spájkujeme zvichaynu vodná fajka„Buď ste nechceli byť olivistom na fajke, potom fajka spadne do tvarovky, trojky alebo spojky, ale ak zoberiete potrubie„ ústredia “, potom pri upratovaní budete musíte ho použiť pre túto konfiguráciu. čistenie je prispôsobené veľkosti spájkovania.
Očividne bohato to, čo vidíte veľmi empirickým spôsobom, a od najjasnejších čias maystras už prešli doprava, nie živo. Trochu nedeštruktívnych video materiálov vám bude ponúknutých, pretože vám bude možné poskytnúť šimal, praktickú horkosť.
Jaka spájkujte trúby svojimi vlastnými silami
Nie je to štandardná technika
Pod zobrazeniami je jedna z atypických metód, neštandardné spájkovanie polypropylénu, dánska verzia vicoristu medzi ostatnými profesionálmi
Polymérne rúrky pre vyshtuvannya opaluvalny zásobovanie vodou vikoristovuyut už viac ako tucet skál. Majú veľa vzrušenia, vrátane jednoduchosti komunikačných technológií, ktoré sú moderné aj moderné. Visoka yakist z'єdnannya polymérne rúrky A samotná tesnosť tyčiniek je zhrnutá podľa zvláštností polymérneho materiálu a technológie inštalácie na základe špeciálnych vlastností. Proces vytvárania fragmentov v potrubí je spálený, čo sa nazýva dávka v kabíne, alebo je technicky prístupný nezávislej požiadavke a nie drahému nástroju. Tomova montáž plastové rúrky Vodiče často vibrujú energiou a po ceste zaplnia spájkovacie hroty.
Proces spájkovania polydimenzionálnych virobov v správach bol jasnejší a jasnejší.
Plastové rúry sa používajú pre nasledujúce typy polymérnych rúr:
- polyetylén (PE);
- z tvrdého polyetylénu (PE-X);
- polypropylén (PP);
- polybutenovye (PB);
- polyvinylchlorid (skratka pre azbuku - PVC);
- skloplasty;
- s metaloplastmi.
Prepracovali sme materiály na inštaláciu opalizačného systému a dodatočného polypropylénu, polyetylénu, polyetylénu, vysokého tepelného odporu, polybuténu a kovoplastu. A z počtu piatich tepelne odolných typov materiálov je možné na dodatočné spájkovanie použiť iba tri.
Spájkovacia rúrka na spálenie:
- polypropylén (PB);
- s polyetylénom s pokročilou tepelnou stabilitou (PE-RT);
- polybutén (PB).
Technológiu kombinovania rôznych typov trúbkových virobátov je možné použiť na všetky materiály v skladoch, ako aj na individuálnu, silu iba jedného druhu, špecializáciu.
Podstata procesu a metódy spájkovania polymérnych rúrok
Zváranie viacrozmerných rúr sa vykonáva tak, aby sa v potrubí medzi sebou vytvorili fragmenty, narezané do obrysu spálených uzatváracích armatúr, vimiruvalnoy, ovládacích a externých zariadení. Zbierka palíc v úložných systémoch a spaľovaní sa zobrazuje tromi spôsobmi, ktoré sú technologicky bližšie k procesu spájkovania, alebo ich pre jednoduchosť môžeme nazvať niekoľkými výrazmi:
- difúzia - spôsob pridávania zusillu do tepla pri zvýšenej teplote bez viktoriánskej spájky (zvaryuvannya);
- Elektrofyzikálny - ako druh difúzneho vzhľadu iba pri navrhovaní a automatizácii procesu (zapojenie);
- studené - s'dnannya fragmenty іvikorystannyam stredná reč, spájka (spájkovanie).
Prvé dve metódy sú polarizácia v prenikavých molekulách povrchu tak, aby sa spojili jedna k jednej pri stlačení teploty, ktorá je typická pre pálenie.
Studený spôsob leštenia v mechanickej príprave, čistenie povrchu tak, aby bol vybratý, nanesený na ne horiacou hmotou a krátkodobou fixáciou v pracovnej polohe, ktorá je potrebná pre operáciu.
Zvyšok cesty k vytvoreniu menšieho stupňa spoľahlivosti, ale viac manuálneho pri zostavovaní fragmentov v dôležitých prístupných scénach.
Nástroj na výrobu rúr vypaľovaných z polymérov
Pre metódu pokožky je inštalácia plastových rúrok virobes základnou sadou nástrojov, hlavných a pomocných. Bez ich pomocného pomocníka je možné sa zaobísť a nahradiť ich podobnými znakmi.
Nástroj na difúznu metódu inštalácie polymérnych rúrok
Na výkon difúznej prípravy rúrkových výrobkov z plastu je potrebná aj súprava nástrojov, koža na spevácke operácie. Je zrejmé, že je pripojený, keď sa v zozname posunul smerom k zníženiu úrovne významnosti.
Zváracie zariadenie na plastové rúrky
Toto je názov špeciálnej elektrickej prípojky, v strede domu je rúrková spájkovačka alebo rúrka.
Za tvarom tela a platforiem sú spájkovačky upevnené na displeji v tvare meča a valca a napravo nie je iba na pohľad.
Aparatúra zariadenia podobného meču je v spojení vedľa seba širšia, takže nástavce na takýchto modeloch sú pripevnené k jednoduchosti a cena nástroja je spojená so spodkom.
Spájkovačky s valcovitým telom sú kompaktnejšie, konfigurácia týchto trysiek je skladateľnejšia a fixácia je kompaktnejšia. Okrem toho je pracovná teplota valcových lakov stabilná - rozdiel medzi cyklickými spínačmi a spínačmi je menší ako hodnoty. To je časť takého nástroja u hlavného profesionála.

Pripojte spájkovačku rúrok
Zariadenie na spájkovanie polymérnych rúr je uložené z nasledujúcich prvkov:
- telo s rukoväťou;
- lítiová platforma trojuholníkového (xiphoidného) alebo valcového tvaru s možnosťou pripevnenia;
- termoelektrický ohrievač (TEN) s lítiovými platformami;
- termostat;
- kryt s teflónovými tryskami pre rôzne priemery potrubí;
- kontrolky zahrievania a pripravenosti nástroja na robotizáciu;
- statív na inštaláciu na vodorovný povrch;
- elektrický napájací kábel.
Charakteristiky plastovej tvarovky
Hlavným parametrom spájkovačky rúr je húževnatosť, takže to funguje takto:
- najväčší priemer polymérnych rúrok pre zariadenie;
- rýchlosť farby;
- produktivita - ako dedičnosť vyššie uvedených faktorov.
Pri kúpe prílohy pre potreby vedľajšieho podnikania sa však neriadim zásadou „môže lepšie - krajšie“. Pri tomto druhu nenáročného nadmerného namáhania nie je dobré mať vitrati na vyššej úrovni ako prílohu, a nie racionálne vitrati elektrickej energie. Optimálny tlak spájkovačky pre potreby vedľa seba je začať jednoduchým rotorom: vynásobte maximálny priemer rúr vikoristovuvanih v mm číslom 10; Napríklad na pripojenie polypropylénových rúrok s priemerom 40 mm je potrebný minimálny tlak 400 wattov. Ak je to ako plastové potrubie v súkromnom stánku a s priemerom 60 mm, keď je spálené, nie je možné sa popáliť, potom pre optimálny tlak zariadenia bude hodnota 700 wattov.
Pokiaľ je možné inštalovať náhrady tretích strán, potom je potrebné dokúpiť tlak (1,5 - 1,8 kW), pre ktorý je možné inštalovať rúry s priemerom 100 mm alebo viac.
Približná hodnota tlaku na prístroj s pripojením na priemer rúrok:
V takejto hodnosti je húževnatosť zariadenia a priemer dýz na novú prepojeným faktorom.
Dôležité! Kúpené pred natretím v súprave ďalších trysiek veľkého priemeru je potrebné pracovať s nadstavcom pred namáhaním nástroja.

Veľkosť priemeru, dýzy sa vyznačujú stále viac - hodnotou tepelnej vodivosti (krajšej), ako aj hrúbkou a kvalitou teflónového povlaku. Vizuálne to nie je fakt, ale nie je to ani pomoc, aby ste videli farby od ostatných majstrov - na doplnenie sme si odporučili modely stredu profesionálov, pri nákupe je potrebné iba ovládať živosť mechaniky. Ak je neoficiálne hodnotenie krain-virobnikov rúrkových spájkovačiek súčasťou neoficiálneho hodnotenia, potom uvidíte:
- Nimechchina;
- Česká republika;
- Rusko;
- Turechchina;
- Čína.
Pre profesionálneho viktoriána je krajšia ako cupuvati nástroj prvých dvoch pozícií, produktívnych a dovogov_chny. Za príležitostné dodávky čínskych a tureckých výrobkov. Ruské virobi sa nachádzajú na kordóne pre každú potrebu a profesionálnu stagnáciu a pri správnom výbere úsilia môžu slúžiť aj pre všetky druhy hornín.
Nože na rezanie viacrozmerných rúr
Celý nástroj sa nazýva trúbkové nože, trúbka alebo fréza na trúbku. Fajka zaistí rýchly rez viacrozmerných virobov bez významnej správy a okraj rúrky bude orezaný bez odierania, preto vás poprosím, aby ste rúru pripravili, kým sa nespáli.
Existujú 4 rôzne typy nástrojov, zaistené nižšie v poradí podľa rastu skladacej konštrukcie a variability:
- presné nože s mechanizmom náročným - jednoduché a praktické v začarovanom nástroji, ktoré je možné použiť s maximálnym priemerom rezania, rúr (až do priemeru 42 a do 75 mm);
- automatická rezačka rúrok vo forme pištole-nástroj, ktorý je podobný princípu nástroja, ale na prezentáciu menších síl, univerzálny pre priemery rúr a držadlá na rezanie a demontáž rúrky s pevnou rukoväťou na stena;
- valčekové rúry - riadne zruchne v zasosuvannі pristosuvannya, ako trúbka zdіysnyu prіsnіu a valcovaná її na kotúči disku;
- trúbka rizak -giljotina - nástroj s ručným alebo elektrickým pohonom, ktorý je vikonu rіzannya zapіksovanoi pri upínaní trúbky.

Odstraňovač plastových rúrok
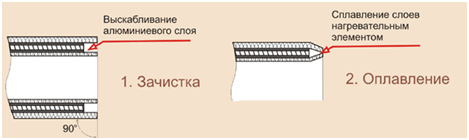
Ak môžete použiť polymérnu rúrku vystuženú hliníkovou fóliou, potom musíte vidieť pancierovú guľu, pretože monolit palice sa nedosiahne a vzduchotesnosť dňa sa bude blížiť nule.
Nástroj pre celý postup prípravy sa nazýva holiaci strojček, odizolovacia spojka alebo podľa názvu operácie - odizolovanie a vykonáva sa pre dva typy pancierovania.
Akonáhle je pancierovanie s fóliou hnilobou blízko povrchu, potom holiaci strojček modelu dúfa v zvuk potrubia. top lopta virobi súčasne s hliníkom a koncovým čelným profilom.

Ak je pancier v stenách viconano, potom je fólia na podstavci viditeľná z drážky polydimenzionálnych guličiek raztashuvannya mіzh. Takéto čistenie tyčinky pred zvaryuvannya sa považuje za prvý druh čistiaceho hrnca.
Z nástroja іnshiy, potrebného na prípravu polydimenzionálnych virobov, je možné vytvoriť meraciu pásku a značku na kreslenie malých značiek.
Nástroj na elektrickú inštaláciu plastových rúrok
Hlavný nástroj a detail inštalácie na jednu hodinu v širokom rozsahu є elektrického zariadenia - jeden z jednoduchých prvkov (spojka, spojka, trijik), to všetko v strede štruktúrne prítomného elektrického kontaktného prvku na K tomu popíšte nástroj za jednu hodinu a krátku inštrukciu od neho.
Fragmenty sa vložia do elektrického a upevnia sa v špeciálnom nadstavci, ak sa kontakt tvarovky napája cez relé cez hodinu zo špeciálneho zariadenia. Zahrievanie prvku v strede elektrofiltrácie wikkliky tavenia polyméru kontaktných povrchov a komunikácie cez tvarovku.
Pýchou metódy je jednoduchosť technológie a produktivita inštalácie, ktorá je veľmi dôležitá pre oslavu veľkých robotov.
Neúplnosť - časť zariadenia na prípravu a elektrotechniku zariadení, ktorá prispeje k neobľúbenosti metódy spájkovania v domácich mysliach.
Zváranie plastových rúr za studena
Spájkovanie rúr za studena je spálené z polymérov; Pred skladom by spájka mala obsahovať komponenty, ktoré uvoľnia hornú guľu k materiálu kontaktných plôch dielov, ktoré budú zlepené.
Povrchy rúrok sú vyčistené a namazané, pre ktoré sú pripravené na spálenie - za prítomnosti konzistencie trosiek sa musia znova premiešať alebo zmäkčiť, uvoľním ich ručne.
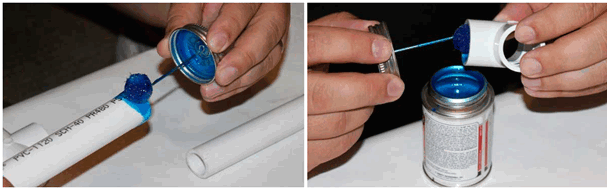
Potom sa na kontaktné povrchy nanesie poťahová pasta a virobi sa usadí. Práca v pracovnej polohe s približným úsekom pivkhilini (termín upevnenia je uvedený v návode na skladovanie) tak, aby sa tyč uvoľnila, ale do objednávky sa pripočíta zvyšková hodnota.
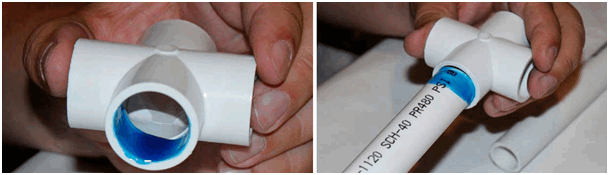
Výroba polymérnych rúrok metódou studeného zavlažovania neohrozuje difúznu metódu, ale neohrozuje tepelnú odolnosť - iba na inštaláciu systémov zásobovania studenou vodou, ale to prirodzene nestačí.
Gidnist je jednoduchosť návštevníka, nie špeciálne elektrické náradie.
Polymérne tepelné vodiče Viconannya z'udnan
Technológia je viditeľná pre najširší typ plastových rúrok - difúzne spojenie, pre ktoré je možné zapísať posledné spájkovanie rúrok k polypropylénu - kvôli vysokým charakteristikám široko požadovaného materiálu z polymérnych materiálov.
Ruletovou páskou rolku priložím na fajku a o chvíľu je fixkou na rhizik fixka. Rúrkové nože sa používajú na vykonanie kontrolného rezu materiálu, ktorý nie je potrebný na nastavenie nástroja a kvalitu reznej hrany. Použitím rúrky odrežú požadovaný fragment a koniec rúrky a odrežu konce na tupo - sú tam odreniny, fólia a objaví sa skosenie.
Dôležité!Čiara na rezanie rúrky s priemerom až 50 mm je kolmá na os potrubia. Pri priemere viac ako 50 mm je tupý koniec rúrky v 35-40% na rezanie rúrky pri vkladaní do tvarovky.
Vibrujte požadovaným fiingom:
Po konci roka sú potrubné dávky pripravené na prevádzku.
Potrebné údaje o trivialite tepelných procesov s väzbou na priemer rúr sú uvedené v tabuľke:

Dôležité! Tabuľkové údaje o teplote dovkilla pri +20 stupňoch. Pri mnohých nízkych hodnotách je hodina načítania evidentne zlá - je možné dovoliť tomu, aby sa o to pokúsil.
visnovok
Zváranie polypropylénových rúr je pálené - operácia nie je skladacia, ale skôr flexibilná. Hrob vo víťazstve, kvôli nedostatku rovnováhy, je spojený so závažnými dedičstvami počas skúšobného spustenia opalizujúceho systému, ktorý je krajší kvôli znalosti mentora - procesu overovania nedostatku úspechu v budúcich nuansách v budúcnosti.
Hlavná podstata statti
- Je dôležité venovať pozornosť transformácii materiálov pri príprave plastových rúrok na spálenie, ktoré je možné použiť na spájkovanie.
- Správne vibrujte nástrojom - ušetríte montážne roboty.
- Podkopávaním technológie vývoja je kalenie vysokej kvality.
Polypropylénové rúry Payєmo
Moderné technológie a materiály pre opravy vám umožňujú vyzdvihnúť inžiniersku komunitu vlastnými rukami bez toho, aby ste museli ísť na ďalšiu pomoc. Je dokonca ľahké poznať prvé videá, ako napríklad predvádzanie zrakom, ako napríklad tse zrobiti. Existujú však jemné akty, o ktorých sú krajšie správy a správy o kolách. Je napríklad postarané o to, ako spájkovať polypropylénové rúry, ako sa starať o všetky technologické stupne a nedovoliť najrozšírenejšie odpustenie počas vlastnej montáže.
Pred corynnom sa dozviete o technické vlastnosti propylénové rúrky sú známe, pretože do prevádzky vybraného potrubia je možné vložiť tepelnú stabilitu a zvýšenie tepla. A tiež z urahuvannyam niektorých znalostí o inštalácii hlavnej linky.
Termostabilita a zvýšenie teploty
Propylén je kovový plast, ale víno vnáša svoj štýl do spevu technických myslí. Materiál je zbavený tvrdosti, a teda aj formy, pretože teplota tepla stúpa na +140 stupňov. Akonáhle sa však pozriete na technický pas, virobnici dajú kudi skromnejšie čísla. Zápach, ktorý poteší vibrovanie propylénových rúrok na inštaláciu takýchto systémov a pálenie, teplota prívodu tepla nestúpne na +95 stupňov. Prečo je taký veľký rozdiel? Prečo by fakhivtsi nemali odporúčať vikoristovuvati polypropylén na dodávku vykurovacej siete na inštaláciu?
Tom, keď je veľký vysoké teploty popisy materiálov menia ich líniový dizajn. Pri zahrievaní sa potrubia silne prepadnú, a napriek tomu môže vinárstvo spadnúť do veľkého pádu, čo môže viesť k vážnym dedičstvám zo známych spoločenských nehôd. Dávajte si pozor na deyaky priyomi, ktorá vám umožní opotrebovanie neúplného polypropylénu.
Napríklad pri inštalácii systému a spaľujúcich vikoristovuvati armovani virobi je potrebné vymeniť jednoduché plastové rúrky. Smrad môže byť účinnosť modernizácie vedenia 5 -krát menšia ako v prípade plastu, takže výber potrubí z nich je 5 -krát vyšší.
Ak chcete súčasne nainštalovať zosilnené rúry, musíte nainštalovať kompenzátory - špeciálne rúry v tvare n, vybrané na rovných rúrach. Keď je teplota vykurovacieho média upravená, je potrebné nechať elastické potrubia narovnať, aby sa otvorila skutočnosť, že P-delenie trochy zvoní.
Brutálny rešpekt! Zoberte potrubia, krajšie, vytiahnite útok, choďte a vikoristovuvati obrnení s možnosťami optických vlákien s vidgaluzhenny v tvare U.
armuvannya
Ak potrebujete opísať rúrky, musíte vedieť, aký druh polypropylénu v nich môžete použiť:
- Posilnenie sklovolok.
- Armovaniy alumіnієm.
Spájkujte vlastnými rukami ľahšiu prvú možnosť a zvaryuvannya vo všetkých druhoch vidriznyaetsya nesmie byť považovaný za zvaryuvannya zychayaya plastu. Rúry vystužené hliníkom je potrebné vopred vyčistiť. Pre tých, ktorí chcú poznať špeciálny nástroj pri pohľade na nôž - holiaci strojček. Akonáhle vikoristovyutsya čierne rúrky, lopta neexistuje medzi dvoma plastovými guľami, na odizolovanie je potrebné vziať vyžínače - vuzky nizh, ktoré umožňujú visonati odizolovať zo strany zadku.
Vibiraєmo trúbka na popálenie
Vibrácie materiálu pre inštaláciu nie sú také hladké. šťastný rinok Navrhujem chotiri varіanti, i kozen maє my markuvannya:
- Polypropylén so značkou PN 10 na skladanie systému „dodávky tepla“ a prívodu studenej vody.
- Môžete použiť značku PN 16 studená voda Inštalácia je spustená v druhu tepla cirkulujúceho pod nízkym pracovným zverákom.
- Značka PN 20 - univerzálna možnosť, Predvádzacia miestnosť Zdatny pracovný úchop pri 2 MPa a teplote prenosu tepla +80 stupňov.
- Trieda PN 25 - vystužená polypropylénová rúra, vhodná na inštaláciu systémov zásobovania teplou vodou s teplotou prívodu tepla až +95 stupňov.
Je to spájkovačka?
Hlavným nástrojom na spájkovanie je spájkovačka pomocou utesneného švu. Yogo je možné kúpiť v obchodoch, posichiti od priateľov alebo si ho požičať v špeciálnych stretávacích spoločnostiach. V celom pláne teda nebudú žiadne problémy.
Pri nákupe nástroja je potrebné vybrať ten, ktorý viconati umožní všetky potrebné operácie. Keď je prívod vody zložený a spálený vlastnými rukami, spravidla nie je potrebné kombinovať ozdobné modely s veľkým počtom trysiek. Potreba spájkovačky sa vstrekuje iba do rýchlosti jej zahrievania, alebo nie do samotného procesu, čo nestačí na to, aby zmysly preplatili.
Brutálny rešpekt! Lacné modely je možné dodať s 3 tryskami na zber plastových rúrok s priemerom 20, 25 a 32 mm. Na inštaláciu vnútorného vedenia obce sa používajú rúry rovnakého priemeru.
Nadstavce na pripojenie polypropylénových rúrok
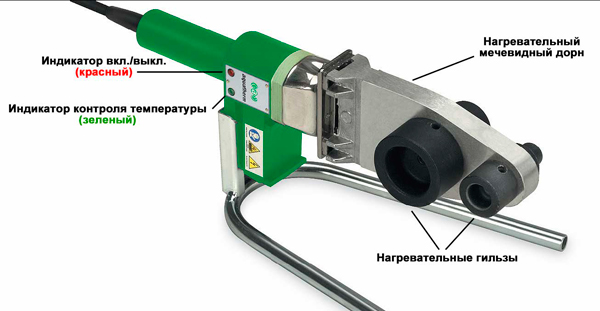
Zváračka má jednoduchý dizajn. Hlava v niy - pidoshva, posadnutá vykurovacie telesá... Noha je vybavená otvormi iného priemeru. Na nich je možné upevniť trysky, pomocou ktorých môžete vidieť spájkovanie rúrok. Zahrievam teplotu termostatu "keru", ktorý je umiestnený na tele.
Ako pomoc môžete zobraziť stupne. Meaningх význam je v pokynoch a tabuľka je zverejnená na internete. Je potrebné zobraziť teplotu v závislosti od typu použitého materiálu. Takže napríklad na spájkovanie polyetylénové rúry Režim vibruje pri 220 stupňoch a polypropylén - 260 stupňov.
Veľkosť spájkovačky na hodinu robota môže byť známa:
- Ruleta.
- Olivy.
- Píla na kov.
- Gostriy nіzh.
- Nože na výrobu polypropylénu.
- Holiaci strojček
Technológia spájkovačky

technológia zapojenia
Jednoduchý návod, podrobne popísaný o tých, ktorí správne spájkujú polypropylénové rúrky, nájdete v nasledujúcej kategórii:
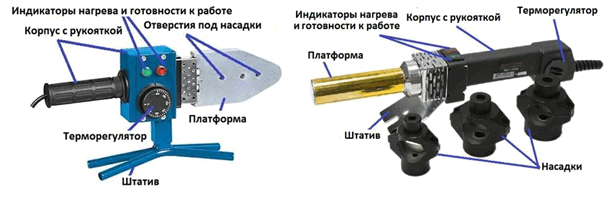
- Sada zariadenia má špeciálnu dodávku. Na ňu by mala byť umiestnená spájkovačka a zapojená do zásuvky. Do otvoru spájkovačky vpredu je vložený rukáv.
- Pripravte sa na polypropylén. Yakshcho vіn výstuž so sklovolokom, jogínske holenie sa nevyžaduje. Materiál hliníka Armovaniy sa privedie na okraj, pričom rozpozná skosenie a začína značkou stúpačky. Môžete tiež skontrolovať hĺbku otvoru potrubia a do objímky spájkovačky.
- Výber príkladov a verzií požadovaného výkonu, pridaných k novým 25 mm - samotný zápach bude pri spájkovaní vložený do tvarovky.
- Ak sa spájkovačka zahreje na požadovanú teplotu, ucítite charakteristický zvuk. Z jednej strany je do dýzy vložená spojka a z dýzy je pripravená rúrka.
- Je to hodina, uvedená v tabuľke. Zavolajte na spájkovanie od 4 do 10 sekúnd. V tej hodine, ak spojka a potrubie stoja v spájkovačke, nie je možné to zabaliť a ruhati. Partх časť nie je možná, pretože detaily budú z spájkovačky odstránené. Teplota je nastavená tak, aby mala Viconati hermetický šev.
Yak bachite, technológia plnenia polypropylénových rúrok je jednoduchá. Je potrebné pripraviť sa o pravidlá spevu pre vikonannya shv_v.
Ich hlavná os:
- Obov'yazkovo potrebuje vedieť skosenie. Vo všeobecnosti je možné plast zavrieť, keď je zatvorený, a šev nebude vzduchotesný.
- Ak sú dve časti zjednotené, nie je možné ich posúvať.
- І tvarovka, a rúrka musí byť zasunutá do jednej, kým sa nezastaví.
- Keď je spájkovačka zapnutá, trysku nemôžete čistiť. Taviaci sa plast je krajšie čistiť hrubou handričkou a krútiť kábel zo zásuvky.
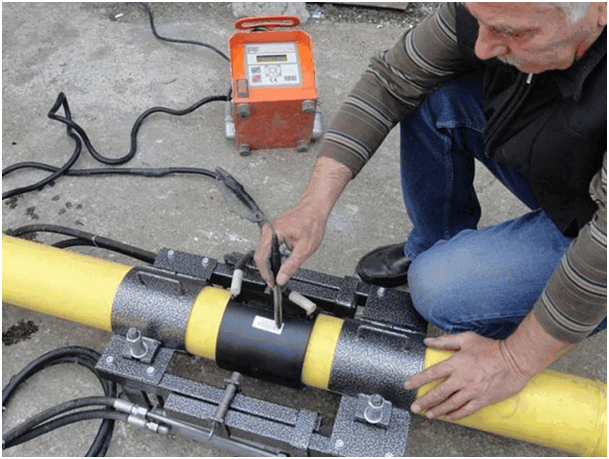
Spájkovanie elektromufti
Polypropylénové rúry je možné spájkovať vlastnými rukami; V tejto súvislosti je proces viac sa rozlúčiť a je praktické zvýšiť produktivitu.
Spájkovanie polypropylénových rúrok vlastnými rukami
Okraje pancierových rúrok sú pripravené rovnakým spôsobom. Keď sú odstránené detaily, malo by sa vykonať uchopenie. Elektrofúzna spojka je spojená s lemom. Tabuľka a pokyny k nim, ako vyrobiť spájku a akú hodinu ju potrebujete ukázať, budú k dispozícii vopred. Predtým, ako je mufta pripevnená k elektrickému vodiču, sa zahrievanie zobrazí na hodinu v manuálnom režime. Na telefóne monitora mufti є môžete vidieť informácie o nich po skončení hodiny spájkovania. Zváranie je jasné. Veľa vresov iba v jednej kvapke - ak sú v špirálách є chyby.
Koristuvatisya elektromufti zruchnіshe, nіzh spájkovačka:
- V prvom rade je za jej pomoc možné urýchliť dokončenie potrubia na hodinu, bez toho, aby ste ho vôbec spotrebovali.
- Iným spôsobom, pre pomoc mufti je jednoduchšie stikuvati z'єdnannya, ktorý sa nachádza pri dôležitých misiách.
- Po tretie, popisy zariadení sú lacnejšie, existujú kompaktnejšie veľkosti a efektívnejšie. Existuje iba jeden nedostatok - je nerozumné variť rúry malého priemeru za prídavnou elektrickou spojkou.
Publikácie podľa tém
Keď si prečítate propozície materiálu s rešpektom a žasnete nad videom, môžete ľahko vyzdvihnúť potrubia vlastnými rukami, prívod studenej a teplej vody. Tim viac teraz vie, ako spájkovať polypropylénové rúry. Je potrebné pripraviť sa o všetky nuansy existujúcich technológií a prísne dodržiavať pravidlá zapojenia.







