Защо буталото sp_dnitsya е с овална форма. Ние сами променяме хлабината между буталото и цилиндъра
Zm_na бутало, цилиндър, бутален щифт.Срокът на обслужване на буталото е коригиран, приблизително, час на износване за нов комплект от два комплекта бутални пръстени... При буталото има малки канали за пръстите, отвори за пръстите и за гърба. Първата права форма на старите канали се въвежда чрез смилане на въртящата се маса и поставяне на бутални пръстени в тях. За отслабване на овалността, как да се установи при носене, отворете отворите в боба до повдигнатия диаметър на пръста. Буталото е силно износено от sp_dnitsyu, като правило, отхвърлят и забавят нови. Между износването на буталото е възможно да се покрие празнината между долната част на паяка и огледалото до разстояние от около 0,5% от диаметъра на цилиндъра. Размерът на пролуката се регулира на задния или предния панел на спидницата, когато буталото се завърти в долната, по -малко износена част на цилиндъра. Диаметърът на новото бутало, според данните на дилъра на мотоциклети (А. М. Урусалимски, А. А. Иванов, Б. В. Бекман, дилър на мотоциклети, Машгиз, 1947 г.), е виновен, че е по -малък от диаметъра на цилиндъра в горната част на бутало (плоча) 0,006 и в долната част на спидниците - с 0,003 диаметър на цилиндъра. Нормата на просвет, препоръчана за долната част на sp_dnitsі, е стара и буталото, смачкано за цилиндър с диаметър 78 mm, Приблизително до посочените норми, mav bi клирънс при спидница 78 X 0,003 = - 0,234 mm... Специални бутала с хлабина в горната част приблизително 0,3 - 0,5 mm(Това е според стандартите на водещия), а в долната част на учителя - 0,05 - 0,08 mmКогато към цилиндъра се добави ново бутало, за него трябва да се погрижим.
Когато буталата са порочни от сплави, термичното разширение е недостижимо, стойността на необходимия хлабина между буталото и цилиндъра трябва да се уточни със следващата стъпка: буталото и цилиндърът се нагряват до приблизително 150 °; в потока вода, буталото е виновно за падане в цилиндъра под входа на собствения си ваги.
Як задника на правилния избор на буталото към цилиндъра се предизвиква от данните за двигателя на мотоциклета M1A. Буталото е монтирано в цилиндъра с хлабина 0,085 - 0,065 mm... Бутала Krym с номинални размери, заводът за издаване на бутала за първи ремонт на дъното на PR и за други ремонти на базата на BP. Krim zikh poznachen, на дъното на буталото поставете един z номер в групи по размер: 0; 1 или 2. Вибрирайте и числата в горния край на цилиндъра. Буталото и цилиндърът са избрани с еднакъв номер по размер.
Буталата на сумираните групи по размер се регулират един на 0,01 от диаметъра на диаметъра mm... Буталата за първи и други обозначения за ремонт на цилиндри, удължени до 52,25 и 52,5 mm
... На буталните щифтове има цветни ръкавици - бели, черни или червони - за избор на бутални щифтове, както и в края на цветните ръкавици. Когато завършвате буталото и пръста, вземете маркери от същия цвят.
Когато буталото на spidnytsi е износено за един час, роботът ще управлява стената на цилиндъра, той ще получи рязко почукване, което е за шофиране преди повредата на spidnitsa; за подобряване на витрата на маслото и слаба компресия, по ранг на главата, в резултат на загубата на девствено тесто към огледалото. При двутактови двигатели, в които буталото служи като основен орган на ротора, когато скоростта на буталото е износена, когато има почукване и отслабване на компресора в цилиндрите, той не е лудо свит поради промяната в налягането в картера.
Продължаването на срока на експлоатация на износено бутало чрез инсталиране на нови пръстени може да бъде лишено кратък час, Така че в tsyu vypadku kіltsya общуват много по -рано.
Цилиндърът ще замръзне с нов или ще се промени и подхлъзне (когато размерът на буталото се увеличи) с увеличаване на диаметъра на горната част на износването с 0,15 - 0,20 mmА също и когато на огледалата се поставят гърчове от буталния щифт и следи от лепкавите бутални пръстени и бутални клинове. В допълнение към износването, огледалото на цилиндъра става конусовидно (на височината на по -широкия, отдолу в долната част) и овално, усукано по оста, перпендикулярно на буталния щифт.
В случая на двигателите, износването на цилиндъра в горната част на бувата е голямо точно на пръста на буталото поради причини, които не са свързани с изкривяването на буталото: в резултат на това промяната е направена от поток от роботизирано объркване, ще го насочим към банката; неравномерно дъвкане на мастика, особено при хоризонталното разсейване на цилиндъра; деформация на цилиндъра поради натоварването.
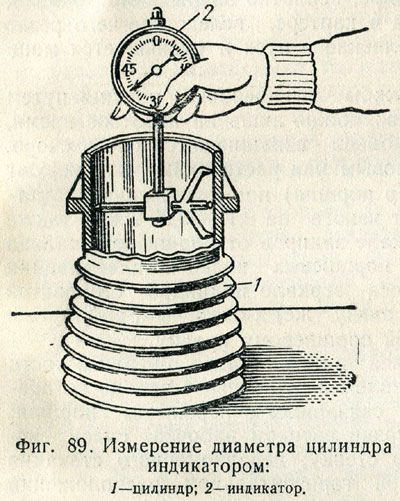
Конусът на огледалото на цилиндъра се приближава ръчно от началото зад спомагателния бутален пръстен, който се използва отдолу, а след това в горната част на цилиндъра. Проверете пролуката в ключалката със сонда. Разликата между по -големи и по -малки стойности на празнината се разделя на 3,14 (номер π), е количеството на износване. По -точно стойността на износване се завърта от индикатора (фиг. 89).
Поради износването на огледалото на цилиндъра, износване и рискове, компресорът ще се влоши. Когато вибрирате метода за подновяване на компресията, е необходимо да започнете: чрез инсталиране на ново бутало и цилиндъра в отношенията на цилиндъра е възможно да се поднови нормалното компресиране, тъй като буталото и пръстенът не могат да стигнат до овално огледало; пролуката между буталото и огледалото и в ключалките на ръкохватката, която се избутва по долната част на цилиндъра, при горната, по -износена част на огледалото, значително ще се увеличи; Кръгът, когато rus е върху коничния цилиндър, непрекъснато се притиска и хруска, докосва страничните страни на жлебовете и може да се лющи.
Z pozhkodzhen огледала, които не печелят, изливам най -много върху промяната на компресията и увеличавам витрати маслото глибоки риски, както се прави от дъното на огледалото, отдолу до горната част на цилиндъра. Малките огледала на цилиндъра с пръст в хотиритактичните двигатели не крещят особено големи шкоди, така че един или два куршума в петна от багате са малки и не стигам често до върха на върха менгемекогато се стиска и работи. При двутактови двигатели, приличайте на огледално огледало, включително побойник с пръст, бърз старт и робот dvigun.
Покриването на алуминий върху огледалото умира с частично стартиране на буталото в цилиндрите, или когато роботът не отне много време, той се използва с скрепер или, по -успешно, концентрирахме каустиците (сода каустик, сода каустик) . Поляната е ярко оцветена с алуминий и заради топлата вода.
Цилиндър, ако носим или използваме огледало във фабричните умове, за да бъде ремонтиран чрез скучни резници, шлифован, увит с абразив и завършен чрез шлифоване. В случай на нефабрични умове, цилиндрите трябва да се разклащат на въртяща се пейка и след това да се завършат с хонинговаща глава с абразивно покритие с шкурка.
Когато пробивате цилиндър на въртяща се маса, е необходимо да достигнете минималната конусност и овалност, точно перпендикулярността на оста на фланцовия цилиндър и по -голяма чиста повърхност. Необходимо е също така да се направи окончателна фаска в долната част на цилиндъра за фиксиране на въвеждането в новите бутални пръстени.
Обръщайки се за роботи при пробиване, затворете долната част или фланеца на цилиндъра в патронник с четири челюсти. Цялата работа не може да се завинтва в този випад, ако фланецът на цилиндъра е още по -дебел. Гърбите (ако е необходимо за фиксиране на огледалата) деформират цилиндъра, деформират стърготините върху огледалните части на огледалото. В резултат на това не се чудете на беседката на закрепването, изсъхвайки от патрона на цилиндрите към областта на фланеца под формата на овал, усукан в права линия с по -интензивно притискане с юмруци.
Главите са лошо оборудвани с електрическата мрежа, така че фланецът е перпендикулярен на оста на цилиндъра, спрете го на лицевата плоча и болт на фланеца или долната част на цилиндъра, поставете го в рамката, патронът е заключен в държача. В тихи случаи, тъй като цилиндърът все още е ротор, малко под десния ъгъл на оста на фланцовия цилиндър, завъртете монтажа, затегнете част от цилиндъра и сменете фланеца по лесен начин, ако
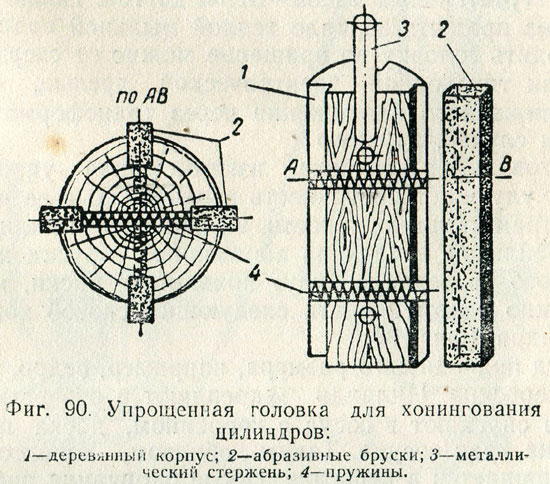
За да разгънете огледалото, завършете го с хонинговаща глава, която може лесно да се използва за извинения с дървена заготовка (фиг. 90) или със смилане с абразивна паста.
За обработка на кочан, смилайте абразивни пръти с размер на зърната 150 - 170;
Хонинговащата глава трябва да бъде увита и преместена незабавно - поетапно, като ясно се допуска гасене на абразивни пръти. Номерът на Зразковоборот в чилин на хонинговащата глава - 220, броят на ротационно -транслационните ходове - от 60 до 100. Съобщението беше върнато в огледалото с топла млечна вода.
Можете да внесете главата в опаковката с бормашина или тиха електрическа бормашина;
Хонинг главата, подготвена по пътя на прошката, боядисване на повърхността на огледалото, бира от другата, е невъзможно да се изтласкат нито конуса, нито овалността на цилиндъра.
За ясно подаване на абразивни пръти към газа, без никакви огледала ще има щрангове, мотоциклетистите могат да препоръчат обиден метод за шлифоване на цилиндъра (фиг. 91).
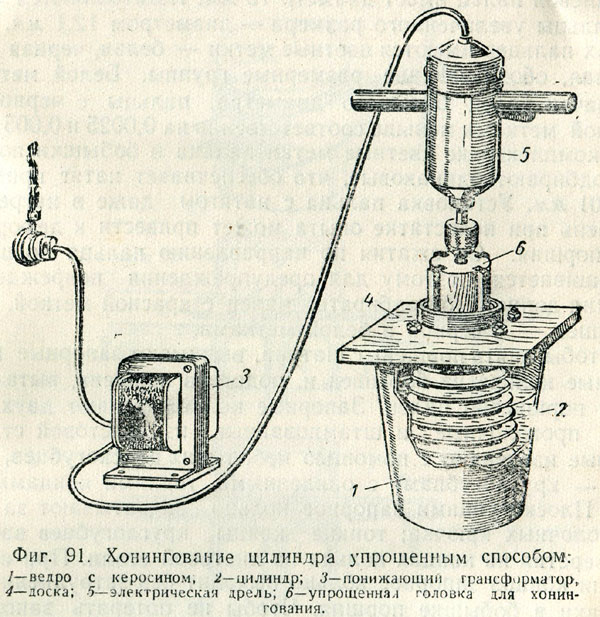
В чиния с размер, например при равенство, изсипете 8 - 10 лгасят. Цилиндърът се закрепва в отворите на дъската с болтове и се спуска в купата с газ, дъската с цяла жаба по ръба на купата. В такъв ранг хонингувалната глава е увита в газ. Когато роботът приключи, можете да го виждате отново и отново.
При нормални условия на износване, отслабването на буталния щифт в буталните канали и пролуката между пръста и бронзовата втулка в шатунната глава се довеждат за един час чрез износване на буталото. След това буталото, пръстът и бронзовата втулка трябва да бъдат сменени за един час. Не е толкова лошо, поради неправилна работа, поради неточна настройка на части в сгънато състояние, необходимостта от смяна на буталото, пръста и бронзовата втулка се настоява в условия за развитиеНеобходимо е да се уверите, че сте заменили тези данни.
Повреда на правилната роботизирана връзка на буталото със свързващ прът в първия етап възниква, когато чукането на трета страна се появи, когато двигателят се движи. Износването на буталното съединение с щифта и горната глава на свързващия прът като цяло се превръща в точка. Оста на движението на буталото с пръст към втулката на шатуна е нормална. Допустимо е ухапване на буталото с пръст за втулката, тъй като това ще доведе до незначително износване на повърхността при триене на елемента. Много лекото изместване на буталото от главата на свързващия прът към радиалната посока е неприемливо, поради което интензивно почукване се причинява от робот, когато двигателят се движи, и може да бъде причина за счупване на буталото. Радиално изместване на буталото се причинява от обидни причини: износване на пръста, увеличаване на отвора в бобините, в резултат на триене и втвърдяване при работа, износване на бронзовата втулка, отслабване на прилягането на бронзовата втулка в манивелата глава.
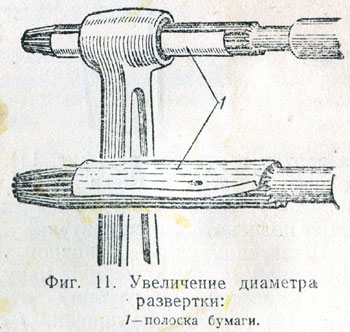
Пръстът ще бъде заменен с новия в същия размер и не е лесно да се стигне до края в стария ръкав. Когато се носят, отворите на буталния канал и бронзовата втулка в свързващия прът се нарязват на отворите, за да се увеличи размерът на пръста. Поставете пръста си върху китката, след това застъпете нагоре в бобовете и в храста. По време на нагряване буталото се разширява и пръстите се вписват в калерчетата са слаби. За целта се използва ред от розетки (разд. Фиг. 10), например се прави розетка, която да побере пръста в боблите, а бронзовата втулка е покрита със същите редове, ал.

Як приклад за регулиране на пръста към буталото на данните за насочване върху комплекта двигатели на мотоциклет M1A. Максимален диаметър на буталото 12 mm... Могат да се приготвят и пръсти с по -голям размер - с диаметър 12,1 mm... На краищата на пръстите на цвета на ментата - била, черна или червона, което означава размера на групата. Значения на били миткой, пръст с по -голям диаметър, пръстите от черни и червени ръкавици са по -малко видими с 0,0025 и 0,005 mm... Когато завършите цвета на пръстите и буталните перли, изберете същите, така че предварителното натоварване да бъде приблизително 0,01 mm... Инсталирането на пръст с намеса, която да намотава буталото в отоплението, ако няма напрежение, може да доведе до деформация на буталото. Когато буталото е притиснато точно на върха на пръста, буталото е сплескано, така че е допустимо да се вземе пръст с червена бръчка, за да се увеличи буталото, а за боби - с черно -бяла китка.
За да извадите буталото от съединителния прът, да премахнете заключените пружинни пръстени от бобините, до буталото, да извадите буталния щифт. Заключените пръстени се предлагат в два вида: изрязани и щамповани от стоманена ламарина. Първо, otrimyuyut зад помощта на малки клещи, други - клещи с кръгъл нос с тънки върхове на гъби. С клещи, заключващият пръстен ще zahoplyuyut за нарушение на drotyanikh колело; Въведете тънки краища на клещи с кръгли носове в отворите на краищата на пръстените от стоманена ламарина. Когато сте близо до края на заключващия пръстен, излезте без затруднения от жлеба в буталото. За да не издърпате заключения пръстен, се препоръчва да разтегнете устните през дупките на майчините ризи и да затворите отворите на боба преди часът да бъде включен.
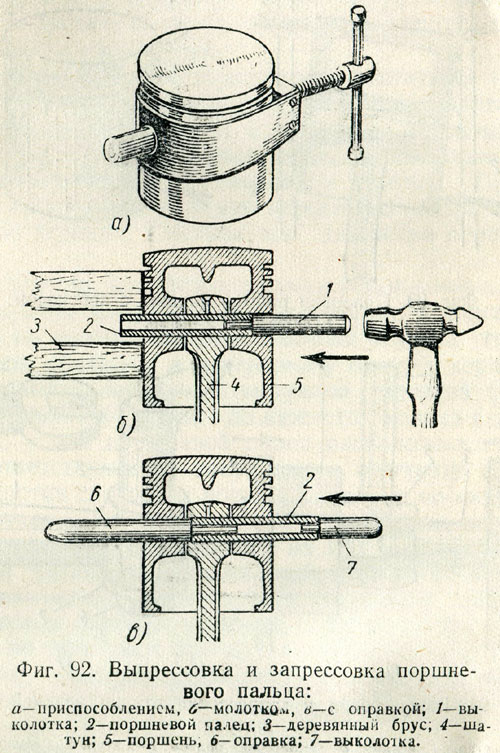
Пръстът, за да седи плътно в буталата, се притиска към опората на скобата с уплътнението (фиг. 92) или вибрира с чук от опората на дървения или алуминиевия прът. При вибриране на пръста буталото е здраво поддържано от масивен дървен блок, за да не се огъва свързващата щанга, която може да се огъне в права посока поради слаби удари на чук.
Буталото трябва да бъде огледано с уважение, без никакво разминаване на огънатия свързващ прът и преди да се монтира новото бутало, това трябва да се направи. Когато роботът изкривява горната паска между пръстените над отвора за пръста и долната част на паяка е сгъната по диагонала, долната част на накрайника може да се дължи на втвърденото износване и диаметрално изместените рамки на паска и част от Незначителна сила на свързващия прът се използва от лек натиск върху главата. Видимостта на вигината е обърната по по -ниски начини.

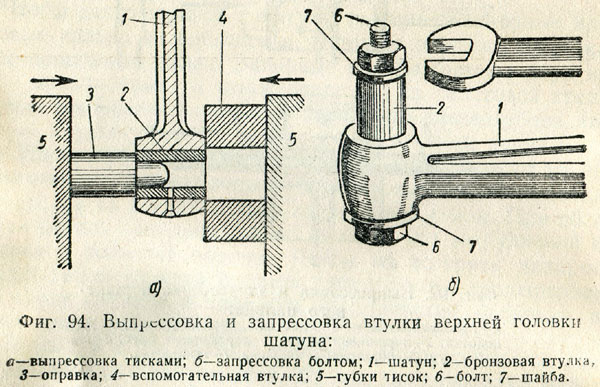
Втулката на горната глава на свързващия прът се притиска и притиска в платика, или с болт и гайка зад допълнителните разрези на тръбите (фиг. 94).
За да инсталирате пръста, буталото се загрява отпред до 100 ° във вряща вода, или на електрическа печка, или върху метален лист с топлина. Буталото се нагрява в масло ръчно, така че при сгъване на буталото буталото се докосва, покривайки го с горещо масло.
Отворете буталото в щифтовете и при втулката на шатуна, натиснете удължената в тях витонизирана дорник 6
с перваз (фиг. 92). Диаметърът на дорника трябва да бъде намален в по -малка степен от диаметъра на пръста, а краят на перваза зад перваза трябва да се вкара в средата на пръста.
При нагряване на буталото пръстът е абсолютно свободен да влезе, но само до момента, в който температурата на самия пръст се повиши. За това пръстът, леко zmascheny autol, zashtovhuyut в буталото може да бъде shvidshvyshe до упора в предната част на вмъкнатия заключващ пръстен. Отидете до ръцете, за да счупите чука, масивен дървен блок и срязване - вибрирайте, за помощта на тези, които можете, ако искате да знаете, бързо "напълнете" пръста си в тази посока.
За двигатели с хоризонтално управление се монтират бутала, които могат да бъдат от скоростта (прави, сплетени, Т -образни или дори във форма), тъй като няма специални инструкции към завода - virobnik) чрез разпределението на цикъла отпред , Като цяло буталото в процеса на работа на двигателя се набива.
На главите на буталата на двутактовите двигатели има стрелки и пишете как да поставите буталото в цилиндрите. Например, в двигателя на мотоциклет M1A, буталото е виновно за завъртане напред към страната на отработените газове, обозначена директно със стрелката. В случай на недостатъчно подрязване, ключалките на буталните пръстени ще паднат обратно от прозорците на огледалото, а пръстените ще се повредят, когато буталото е на място.
При движение по главата на буталото те се дават от следните инструкции: за двигатели с гребен на главата на буталото, страната на гребена на главата на буталото е обърната нагоре към изпускателния отвор, а късата страна е до издухването; буталото с изпъкнала глава (без гребен) се вкарва с клетката към долния пръстен в цилиндъра отгоре, така че буталният щифт се разширява в диаметър, отваря се директно в главата на съединителния прът. Срещу запушалките на буталата, в задния край на цилиндъра, поставете ръкавиците с маслина или гънка, когато буталото се извади, завъртете на 180 ° и повторете настройката. За да инсталирате буталото, е необходимо да вибрирате една от двете позиции, при всяка мисъл, когато държите огледалото на огледалото на огледалото на огледалото, линията на цилиндъра трябва да бъде прикрепена отново към огледалото и да преминете през пътеки, които не са заети от прозорците. Също така е правилно да се преразгледа, когато буталото е върху буталата с прозорците на огледалата, когато буталото е в цилиндрите с различни позиции.
Когато буталото е сгънато със свързващия прът, е необходимо да се затегне пръстенът, да се извърши пробна инсталация на цилиндъра, за да се промени несъответствието на буталото в цилиндъра. Пред perevirku извършете разходка около или зад спомагателната сонда, избутвайки през буталото и огледалото близо до бобините. Пропуските в двете боби са виновни за Бъти. Появата на промяна, вие я правите като следа от свързващ прът, не само грешен бутален робот, но и промяна в надеждността на закрепването на буталния щифт. В края на един час роботът ще излезе от боба и след това пръстът е зад огледалото на цилиндъра.
По -точен начин за откриване и отклонение на несъответствието на буталата в цилиндрите зад спомагателните сонди и приставката, което е по -вискозно в случай на висока видимост на двигателя;
Нормалният топлинен просвет между цилиндъра и буталния паяк е в диапазона от 0,0254 - 0,0508 мм. Всичко за skin dvigun е точната стойност на параметъра, както можете да знаете в техническите стандарти.
Промяната в хлабината ще доведе до изземване на буталото или бутални пръстени и клина на буталото в цилиндрите.
С увеличаване на хлабината шумът на двигателя и износването на буталото и буталните пръстени се увеличават.
Стойността на хлабината зад допълнителното регулиране на диаметъра на буталото и отворете цилиндъра
Диаметър на вимируването на спидниците на буталото зад спомагателния микрометър.
Диаметърът на буталото sp_dnitsі трябва да бъде обърнат в правилната посока, перпендикулярна на оста на пръста, строго върху установеноблизо до долния ръб на гърба.
Измерете диаметъра на буталния паяк на зададената височина и запишете резултатите и стойностите.
За допълнителен вътрешен габарит, измерете диаметъра на цилиндъра и запишете резултатите и стойностите. За да се определи празнината, е необходимо да се покаже резултатът от първия вимир от другия избран резултат.
Вимируема хлабина зад плоската сонда
Deyakí virobniki dvigunіv proponyuyut провеждат vimіryuvannya хлабина между буталото и цилиндъра зад допълнителната плоска сонда.
На чич две малки са показани различни начини за регулиране на пролуката зад плоската сонда.
При възрастни хора манипулаторите трябва, с такъв метод за регулиране на пролуката, сондата да е виновна за изместването с мирната плоча на установената търговия и ширина под притока на строго регулиран зусил, който се контролира от пружинен динамометър.
Материали за приготвяне на буталото
Колебанията към буталата, като към вироб, са представени дори толкова високо, колкото и високо, колкото са представени на материалите, от които се приготвят буталата.
Можете накратко да pererahuvati vimogi към cich материали:
- За намаляването на енергийните доставки, материалът е виновен за майката на якомога мъжки жалост и дори и да го направи, той го прави.
- Мати нисък коефициент на температурно разширение.
- Не променяйте вашите физически авторитети(Mіtsnostі) за високи температури.
- Mati visoku топлопроводимост и топлина.
- Мати с ниска ефективност на триене в чифт материали, с добра подготовка на стената на цилиндъра.
- Mati visoku op_rn_st износване.
- Не променяйте физическата си сила, преди да добавите нови опции, така че да смачкате уморително и да съсипете материала.
- Но те не са скъпи, широкообхватни и лесни за получаване на механични и други видове обработка, например, леко, в процеса на обработка.
Жалко, материалите в общия свят се виждат от свръхразбираемите вимоги в природата, просто не е просто.
Буталата на масови автомобилни двигатели с вътрешно горене са приготвени само от два материала - чавун и алуминий, необработени силициеви сплави, които се съхраняват с алуминий и силиций.
Чавун има много положителни качества, като солидни, показвам висока температура, В porіvnyannі z Silumіnovі сплави. Има висока износоустойчивост и ниска ефективност на триене в парния чавун - чавун, от който блоковете от цилиндри се счупват или вкарват в блока от цилиндри. Коефициентът на температурно разширение на буталото чавун е по -нисък от аналогичния индикатор на алуминиевото бутало.
Ale vin също е къс и къс. Чавун има ниска топлопроводимост, така че температурата на дъното на буталото на чавун е повече от температурата на дъното на подобно алуминиево бутало. Може би си мислите, че не е страшно, парчетата чавун са лесни за показване и по -високи температури. И само за пръв поглед напредването на по -леките усилия и ефективността на робота и двигателя на конструктора ще започне да повдига стъпалата на сковаността. И голямо горещо бутало chavunny не допуска повреда, отломки в двигателите, поради сумите на шума (бензиновите двигатели) взривяват запалването. Но основният недостатък на чавуна е тази временност. За да увеличи максималното усилие и ефективност на двигателя, конструкторът ще увеличи скоростта на двигателя, елът на важните бутала не позволява цената. Ето защо всички съвременни автомобилни двигатели, като бензинови и дизелови, могат да имат алуминиеви бутала.
Алюмин е значително по -лек от чавун, але оскилки вин мякше чавун, за да върне буталните ленти обратно, поради причината бутална групаалуминиевото бутало е по -леко от подобна група с бутало с чавуни с 30 - 40%. Алуминиев володин с висок температурен коефициент на разширение, за да се инжектира гърч, той се слива в тялото на буталото на стоманената термостабилна плоча и празнините между буталото на мелницата и студените елементи в студената. Алуминиева волода с нисък коефициент на решетка в чифт алуминий - чавун. В резултат на това за целия показател е напълно задоволително, че алуминиевите бутала се съхраняват в голям блок от цилиндри на двигателя или цилиндри от чавуни, разтопени или поставени в алуминиевия блок на цилиндрите. Ale isnyuti модерни прогресивни двигатели (главно Volkswagen, Audi и Mercedes) с алуминиев блок от цилиндри, тъй като няма сливане на chavunnyh ръкави. При двигателите cich повърхността на алуминиевите отвори на цилиндрите е покрита с декалома по различни начини. В резултат на това повърхността на стените на цилиндрите става още по -твърда и по -способна да поддържа износването, като ги навива под чавунните ръкави. Ale в чифт алуминий - алуминий ефективността е още по -висока. Като цяло, за да се намалят силите на триене, се извършва гладене на опорните повърхности на буталото sp_dnitsi. В процеса на поцинковане тънка стоманена топка се нанася върху носещата повърхност на буталните спидници по галваничен метод.
Блок цилиндри без втулки
Плазменото подаване върху работната повърхност на цилиндрите върху алуминиевия блок от цилиндри е показано на казанчетата без вмъкване на вмъкването или сливането на цилиндровата обвивка и вграденото бутало на повърхността на буталото от повърхността на цилиндъра.
Видимостта на чавунните ръкави означава промяна в блока от цилиндри.
По ръба на антифрикционното покритие върху цялото малко може ясно да се види стоманената вложка, в якото е направен жлеб за монтажа на горния компресорен пръстен. Инсталирането на подобна вложка означава увеличаване на срока на обслужване на буталото.
алуминиеви сплави
Силициево -алуминиеви сплави, от които буталата се произвеждат в големи количества съвременни автомобилни двигатели, се разделят на две групи - евтектични (вместо силиций 11 - 13%) и хиперетични (вместо 26% силиций). За подобряване на термичната стабилност и механичната мощност към сплавта се добавят никел, метал и метал. В евтектичните сплави през деня има голямо количество силиций, има някои остатъци в алуминия, в неевтектичните сплави силицийът може да присъства в кристалите, които често са видими на повърхността на материала.
Буталата на масови автомобили се произвеждат по метода на леене в хром от евтектични сплави, фрагменти и сплави могат да бъдат впрегнати със сила. бутала дизелови двигателиважно изгодни колии най -големите навантажени двигатели се използват за евтектични сплави. Докато легирането може да бъде по -интересно, малко по -гъвкавост сред виробнитите, някои вируби от тези сплави са по -важни за разработване.
Лаконично и подправено
Буталата се забиват на високомощни, бързодвижещи се моторни превозни средства, които не се приготвят с литиево задвижване, а по метода Kuvannya (горещо щамповане). Kuvannya значително ще оцвети структурата на материала, така че кованите бутала могат да имат по -голямо предимство и по -голям стил на носене. Ако буталата са ковани, не е разумно да се монтират казанските стоманени плочи.
Запалените бутала не се застояват, тъй като оборотите на двигателя в работен режим се променят 5000 об / мин. В допълнение, кованите бутала могат да намалят топлопроводимостта, така че температурата на кованите бутала е по -ниска от тази на буталата, приготвени по метода litta.
Обновяване и селективна добавка
Както и преди, диаметърът на буталото е виновен за строго регулиране на диаметъра на цилиндъра поради липсата на необходимия хлабина между тях. Но в реалния живот детайлите са готови за гледане от едно към едно. Освен това в багатох галузи коли, коли и коли, в този брой, се избирателно допълват. Процесът на подготовка се основава на резултатите и детайлите са разделени на няколко класа или групи, с единичен диапазон от избрания размер. За да отворите цилиндъра към класа на кожата (обадете се на класа на вибрациите на цилиндъра в пеещия мускул на блока на цилиндъра), изберете буталото от същия клас.
Например, на буталата на VAZ, буталата са разделени на пет класа ( A, B, C, D и E ), Само три вида бутала (A, C и E) се доставят в резервни части за ремонт на двигателя. Vvazhaєtsya, много tsyolkom е достатъчно за vikonannya добър ремонт.
Бутална група по диаметър
Масата и малките се дават само за дупето, парченцата за по -старите модели двигатели, буталата от новите номинални размери се произвеждат. Буталата с различен номинален диаметър са предвидени на малкия и в таблиците.
Допуска се освобождаване на буталата с основен ремонт, които са намалени с 0,4 и 0,8 мм в диаметър.
Не се губете в ремонти, с класове за селективен подбор. Класът на селективни вибрации се генерира едно от едно на клетка и една, хиляда части на милиметър. Номиналните ремонти се извършват върху децила десет пъти на милиметър.
Основният ремонт на двигателя от роторния блок на цилиндрите отнема час преди ремонтния размер на отворите на цилиндрите на ремонтното съоръжение точно за регулиране на диаметъра на цилиндъра, когато буталата са видими при хонинговане. Необходимо е да се ремонтират отворите на един цилиндър чрез износването или очевидността на надраскването, така че всички цилиндри да бъдат отстранени. Не е позволено да се съхраняват бутала с нови ремонтни размери на един двигател.
Диаметърът на буталото варира зад помощта на микрометъра, в дясната посока, перпендикулярна на оста на буталния щифт, в строго зададената точка към дъното на буталния паяк, посочена в сертификата за ремонт.
Всички промени, като диаметъра на буталото, така че диаметърът на отвора на цилиндъра трябва да се извършва при нормална стайна температура - 20? С.
Различни видове бутала могат да се използват в различни групи или клас бутала по диаметър. За това, преди да поправите двигател, прочетете Ръководството за ремонт.
И така, буталата на един двигател са разделени на следните знаци:
- Клас бутала по диаметър (селективна добавка)
- Групово отваряне на буталния щифт (селективно добавяне)
- размер за ремонт
- Група бутални вази
В момента, в който студеният двигател се стартира, той се чувстваше като звук, но когато двигателят се разви, той се промени, след това е час за повторно регулиране на пролуката между буталата и цилиндрите. Така че е време да се включите с динамометричния ключ и да го поправите.
Той е свързан с хлабината между буталото и цилиндъра
В процеса на правилна работа на двигателя се наблюдава естествен процес и просветът между буталото и цилиндъра се озвучава. Възможно е да се отървете от умовете след операцията при високотемпературни условия на части.
В допълнение, причината за звъненето на пролуката между буталото и цилиндъра може да бъде неправилно регулиране на хлабавите части, преобръщане на температурата или припокриване на цилиндрите. Не отивайте в забвение, а цялата част от околностите на алуминиевите материали, които могат да бъдат подчинена функция на разширяване, в контекста на legovannyh chavun.
За да промените хлабината между буталото и цилиндъра, в резултат на това регулирайте температурата на частите към блока на цилиндъра. Постепенно се наложи да се облегнем назад и имаше много хлабина - първите драскотини по буталата.

На практика ръководителят на диагностичния отдел отговаря за блока на цилиндрите и елементите на буталната група на двигателя. Увеличаването на броя на етапите на дефекти в буталата, втулките и други части е възможно само да се отстрани главата към блока на цилиндрите.
![]()
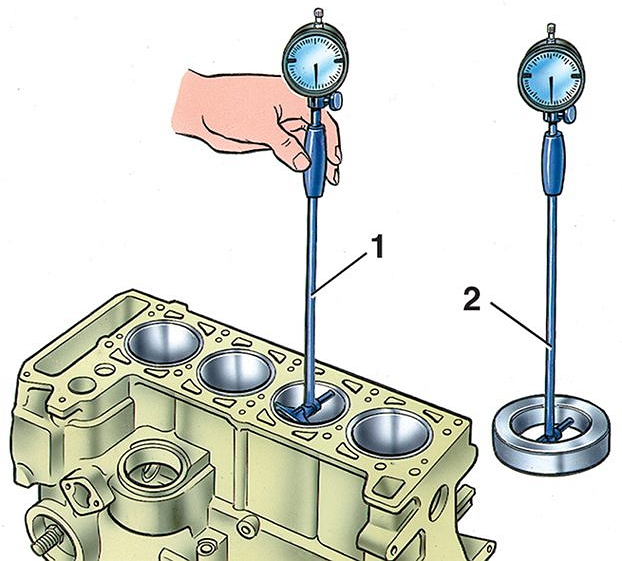
След като достигнахме буталната група, започваме да отстраняваме проблеми с цилиндрите и буталата. Основните настройки за промяна на диаметрите са: микрометър - за бутала и вътрешен габарит (индикаторен калибър) за регулиране на диаметъра на цилиндъра.
Стандарти за бутала и цилиндри
Първо, за всичко, след като ремонтирахме бутални групи, ние сме виновни за благородството, за да открием групи от диаметри на буталата и таблици с номинални размери на цилиндри и бутала. Самата по цялата информация и е необходимо да поръчате в по -далечната.
Диаметърът на буталата се класифицира според размера на диаметъра в 5 класа: A, B, C, D, E през обвивката с размер 0,01 mm. Плюс категорията за диаметъра на отвора от буталния щифт през кожата 0,004 мм. Цифрите (отворена категория) и буквите (клас бутала) са маркирани на дъното на буталото.

Да отговарят на стандартите, които отговарят за хлабината между буталото и цилиндъра. При нови части грешката е 0,05 - 0,07 мм. За броя на работещите части просветът между буталото и цилиндъра не е виновен за надвесване 0,15 мм.
Важно е да се измери разстоянието между буталото и цилиндъра. За буталата, самия клас, цилиндрите. Ако хлабината между буталото и цилиндъра е 0,15 мм в случай на експлоатиран двигател, тогава трябва да преминете към избора на бутала към цилиндрите, с максимално приближаване до размера на буталото.
Преди челните места, ростожаването на цилиндрите се извършва възможно най -близо до най -близкото за стойностите на размера на ремонта. Освен това е необходимо да не забравяте да претоварите допустимо количество от приблизително 0,03 мм за печене. А оста сега е възможна зад буталата.

При хонинговане е необходимо да се покаже диаметърът, при монтиране на буталото хлабината е 0,045 мм.
Буталата се измерват с микрометър, а цилиндрите с вътрешен габарит. Диаметърът на цилиндъра се измерва в някои колани и две перпендикулярни области.
Буталата могат да се регулират към цилиндри, с изключение на номиналния или основния размер, необходимо е да се регулира теглото на буталата. Vona buvaê е нормално, намалено или намалено с 5 грама. До буталата на ремонтната група например буталата се вземат за ремонт, също и за ремонт.
Виждайки пролуката между буталото и цилиндъра, можете лесно да вземете досадни настройки и когато цилиндърът се завърти (според изискванията), инсталирайте буталото.
Успех с хлабината между буталото и цилиндъра.







