Prečo je piest sp_dnitsya oválneho tvaru. Svojpomocne meníme vôľu medzi piestom a valcom
Zm_na piest, valec, piestny čep. Termín služby piestu bol upravený, približne hodinu opotrebovania novej sady dvoch súprav piestne krúžky... Na pieste sú malé drážky pre prsty, otvory pre prsty a pre chrbát. Prvý rovný rez starých drážok sa zavedie brúsením na sústružnícku lavicu a vložením piestnych krúžkov do nich. Na oslabenie ovality, ako sa etablovať pri nosení, otvorte otvory vo fazuli na veľkosť prsta väčšieho priemeru. Piest bol sp_dnitsyu silne opotrebovaný, spravidla odmietnuť a spomaliť nový. Medzi opotrebovaním piestu je možné prekryť medzeru medzi spodnou časťou pavúka a zrkadlom do vzdialenosti asi 0,5% priemeru valca. Hodnota vôle sa nastavuje na zadnom alebo prednom paneli spidnitsy, keď sa piest otáča do spodnej, menej opotrebovanej časti valca. Priemer nového piestu je podľa údajov predajcu motocyklov (AM Urusalimsky, AA Ivanov, BV Bekman, predajca motocyklov, Mašgiz, 1947) vinný z toho, že je menší ako priemer valca v hornej časti piest (doska) 0,006 і v spodnej časti spіdnitsі - o 0,003 priemeru valca. Norma svetlosti, odporúčaná pre spodnú časť sp_dnitsі, є starý a piest, rozdrvená na valec s priemerom 78 mm, Približne do stanovených noriem, klírens mav bi pri spidnitse 78 X 0,003 = - 0,234 mm... Jednotlivé piesty s vôľou v hornej časti približne 0,3 - 0,5 mm(V súlade s normami moderátora) a v spodnej časti špecialistu - 0,05 - 0,08 mm Keď sa k valcu pridá nový piest, malo by sa o to postarať.
Ak sú piesty zlé zo zliatin, tepelnej rozťažnosti sa nedá vyhnúť, hodnotu potrebnej vôle medzi piestom a valcom je potrebné špecifikovať v nasledujúcom kroku: piest a valec sa zahrejú približne na 150 °; v prúde vody sa piest previní pádom do valca pod vstupom vlastného vagi.
Yak zadok správneho výberu piestu k valcu je indukovaný údajmi o motore motocykla M1A. Piest je inštalovaný vo valci s vôľou 0,085 - 0,065 mm... Krymove piesty nominálnych veľkostí, závod na výrobu piestov pre prvé opravy v spodnej časti PR a pre ďalšie opravy na základe BP. Krim zikh poznachen, na spodok piestu dal jedno z číslo vo veľkostných skupinách: 0; 1 alebo 2. Tiež vibrujte číslami na hornom konci valca. Piest a valec sú vybrané s rovnakým číslom skupiny veľkostí.
Piesty všetkých veľkostných skupín sú nastavené jeden po 0,01 priemeru priemeru mm... Piesty pre prvé a ďalšie označenia opráv pre valce predĺžené do 52,25 a 52,5 mm
... Na čapoch piestu є farebné rukavice - biele, čierne alebo chervona - na výber piestnych čapov, ako aj na konci farebných rukavíc. Pri dokončovaní piestu a prsta zdvihnite rovnakými farebnými značkami.
Keď je piest spidnytsi hodinu opotrebovaný, robot bude poháňať stenu valca, rýchle klepanie, ktoré je určené na jazdu pred poruchou spidnitsy; na zlepšenie vitráže oleja a slabého stlačenia podľa polohy hlavy v dôsledku straty nedotknutého cesta do zrkadla. V dvojtaktných motoroch, v ktorých piest slúži ako hlavný orgán rotora, keď sú opotrebované otáčky piestu, keď dôjde k klepaniu a oslabeniu kompresora vo valcoch, nie je to šialene zakrivené, keď sa kompresor začne otáčať. výmena kľukovej skrine.
Pokračovanie v prevádzke opotrebovaného piestu inštaláciou nových krúžkov môže byť zbavené krátka hodina, Takže yak v tsyu vypadku kіltsya komunikujte oveľa skôr.
Valec zamrzne s novým, ale zmení sa a skĺzne (pred zvýšením veľkosti piestu) so zvýšením priemeru hornej časti opotrebenia o 0,15 - 0,20. mm A tiež vtedy, keď sú na zrkadlách nastavené záchvaty z piestneho čapu a značky z lepivých piestnych krúžkov a klinov piestu. V dôsledku opotrebovania sa zrkadlo valca stáva kónickým (vo výške širšieho, v spodnej časti v spodnej časti) a oválnym, skrúteným pozdĺž osi, kolmo na piestny čap.
V prípade motorov je opotrebovanie valca v hornej časti buvy veľké v správnom smere prsta piesta z dôvodov nástupu, ktoré nie sú viazané na zošikmenie piestu: v dôsledku toho došlo k zmene vyrobené s prúdom robotického zmätku, nasmerujeme ho do banky; nerovnomerné žuvanie tmelu, najmä pri horizontálnom rozetovaní valca; deformácia valca od zaťaženia.
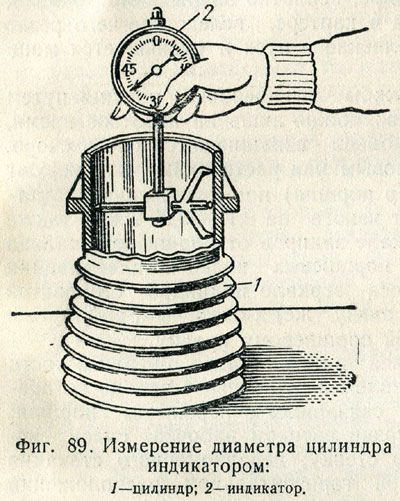
Ku kužeľu zrkadla valca sa od začiatku ručne pristupuje za pomocným piestnym krúžkom, ktorý sa používa v spodnej časti, a potom v hornej časti valca. Sondou skontrolujte medzeru v zámku. Rozdiel medzi väčšími a menšími hodnotami medzery je delený 3,14 (číslo π), є veľkosťou opotrebenia. Presnejšie, hodnota opotrebenia sa otáča pomocou indikátora (obr. 89).
V dôsledku opotrebovania zrkadla valca, odierania a rizík dôjde k poškodeniu kompresora. Pri vibrovaní spôsobu obnovenia kompresie je potrebné začať: inštaláciou nového piestu a valca do vzťahov medzi valcami je možné obnoviť normálne stlačenie, pretože piest a krúžok sa nemôžu dostať dobre k oválnemu zrkadlu ; medzera medzi piestom a zrkadlom a v zámkoch držadla, ktoré je tlačené pozdĺž spodnej časti valca, v hornej, opotrebovanejšej časti zrkadla, sa výrazne zvýši; Kruh, keď je Rus na kónickom valci, sa neustále stláča a chrumká, dotýka sa okrajov drážok a môže byť vločkovitý.
Z pozhkodzhen zrkadlá, ktoré nevyhrávajú, najviac nalievam na zmenu kompresie a zvyšujem vitrati oil glybokі riziki, ako sa to robí odspodu k vrchu valca. Mierne šikmé zrkadlá valca s prstom v chotyritaktických motoroch nekričia, obzvlášť skvelé shkodi, pretože jedna alebo dve guľky v nerovnomernej oblasti bagate sú malé a často sa nedostanem na vrchol. viskózny zverák pri stlačení a práci. V dvojtaktných dvojdobých strojoch sa podobajte zrkadlovému zrkadlu vrátane tyrana s prstom, rýchleho štartu a dvigunového robota.
Natieranie hliníka na zrkadlo zomiera pri čiastočnom spustení piestu vo valcoch, alebo keď robot netrval dlho, použil sa škrabka, alebo, úspešnejšie, sme zahustili žieravinu (lúh sodný, lúh sodný) . Lúka je pestrofarebná s hliníkom a kvôli teplej vode.
Valec, ak v továrni používame alebo používame zrkadlo na opravu nudnými odrezkami, shlіfuvannyam obalený brúsnym materiálom a dokončený honovaním. V prípade myslí, ktoré nie sú z výrobného závodu, by mali byť valce rozkývané na sústružníckej lavici a potom ukončené honovacou hlavou s brúsnym lapovaním so šmirgľovou pastou.
Pri vŕtaní valca na sústružníckej stolici je potrebné dosiahnuť minimálne zúženie a oválnosť, presne kolmosť osi prírubového valca a väčšiu čistú plochu. V spodnej časti valca je tiež potrebné vytvoriť konečné skosenie na upevnenie zavedenia do nových piestnych krúžkov.
Pri vŕtaní do robota zatvorte spodnú časť alebo prírubu valca do štvorčelisťového skľučovadla. Do toho vipadu sa nedá naskrutkovať celá práca, ak je príruba valca ešte hrubšia. Vačky (ak je to potrebné na upevnenie zrkadiel) deformujú valec, deformujú hobliny na zrkadlových častiach zrkadla. V dôsledku toho sa nedivte tŕňu upevnenia, vädnutiu od patróny valcov k oblasti príruby vo forme oválu, skrúteného v priamke s intenzívnejším stláčaním päsťami.
Hlavy sú slabo vybavené sieťou, takže príruba je kolmá na os valca, zastavte ju na prednom paneli a zaskrutkujte prírubu alebo spodnú časť valca, vložte ho do rámu, kazeta sa zaistí držiteľa. V tichých prípadoch, ak je valcom stále rotor, trochu v pravom uhle osi prírubového valca, otočte upevnenie, dotiahnite časť valca a vymeňte prírubu jednoduchým spôsobom, ak
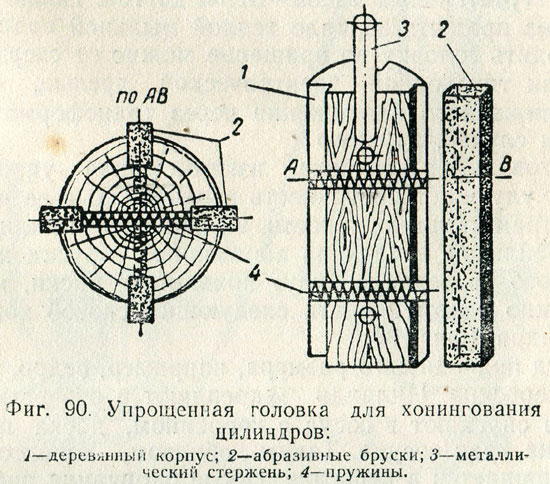
Na praženie zrkadla zakončite honovacou hlavou, ktorú je možné pripraviť pri apropozíciách pomocou dreveného polotovaru (obr. 90) alebo brúsnym brúsením s brúsnou pastou.
Na spracovanie klasu rozomlejte brúsne tyčinky so zrnitosťou 150 - 170;
Honovaciu hlavu je potrebné ihneď zabaliť a premiestniť - postupne, zreteľne nechať pôsobiť brúsne tyče, zhasne. Zrazkovovo číslo obrat v chilíne honovacej hlavy - 220, počet rotačne -translačných zdvihov - od 60 do 100. Správa bola vrátená späť do zrkadla s teplou mliečnou vodou.
Hlavu môžete do obalu zaviesť vŕtačkou alebo tichou elektrickou vŕtačkou, žiť s prúdom zníženého napätia cez transformátor alebo v extrémnom vipade podať.
Honovaciu hlavu, pripravenú na spôsob odpustenia, maľujúcu povrch zrkadla, ale od toho druhého, nie je možné potlačiť ani zúženie, ani oválnosť valca.
Aby bol prívod abrazívnych tyčí do plynu jasný, bez akýchkoľvek zrkadiel budú stúpačky, môžu motocyklisti odporučiť útočný spôsob honovania valca (obr. 91).
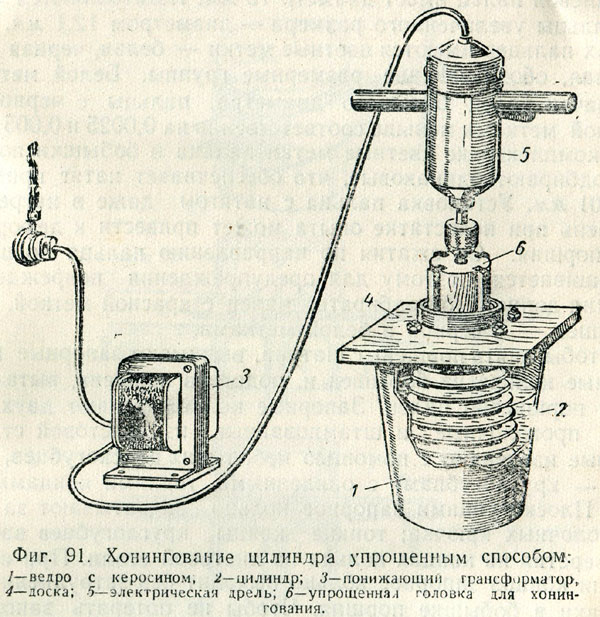
Do misky veľkosti, napríklad na remízu, nalejte 8 - 10 l uhasiť. Valec je upevnený v otvoroch dosky skrutkami a spustený do misy s plynom, doska s celou žabou na okraji misky. V takej hodnosti je hlava honinguvalu zabalená v plyne. Keď je robot hotový, môžete ho vidieť znova a znova.
Pri normálnom opotrebovaní je oslabenie sedla piestneho čapu v puzdrách piestu a medzera medzi prstom a bronzovým puzdrom v hlave ojnice do jednej hodiny spôsobené opotrebovaním piestu. Potom by mali byť piest, prst a bronzové puzdro vymenené do jednej hodiny. Nie je to také zlé, kvôli nesprávnej prevádzke, kvôli nepresnému nastaveniu dielov v zloženom stave trvá na potrebe výmeny piestu, prsta a bronzového puzdra. podmienky vývoja Je potrebné uistiť sa, že tieto detaily nahradíte.
Poškodenie správneho robotického spojenia piestu s ojnicou v prvom stupni nastáva po objavení sa klepania treťou stranou pri pohybe motora. Opotrebenie v kĺbe piestu s čapom a hornou hlavou ojnice v celku sa prevedie na bodku. Os pohybu piestu prstom na puzdre ojnice je normálna. Je dovolené kousnúť piest prstom o puzdro, pretože pri trení člena to spôsobí nevýznamné opotrebovanie povrchu. Veľmi mierne posunutie piestu z hlavy ojnice do radiálneho smeru je neprijateľné, a preto je pri pohybe motora robotom spôsobované intenzívne klepanie, ktoré môže byť príčinou zlomenia piestu. Radiálne posunutie piestu je spôsobené útočnými dôvodmi: opotrebovanie prsta, zväčšenie otvoru v cievkach v dôsledku trenia a tvrdnutia, opotrebovanie bronzového puzdra, oslabenie lícovania bronzového puzdra v kľuková hlava.
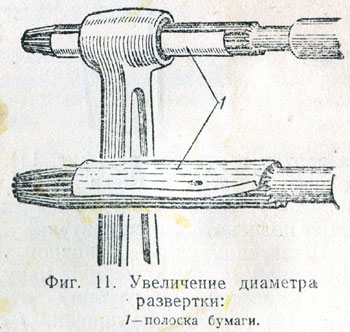
Prst nahradí nový v rovnakej veľkosti a v starom rukáve nebude ľahké sa k nemu dostať. Pri nosení sú otvory puzdra piestu a bronzovej objímky v ojnici odštiepené do otvorov, aby sa zväčšila veľkosť prsta. Položte si prst na zápästie a potom stúpnite do bobúľ a do krovia. Počas zahrievania sa piest roztiahne a prsty zapadnuté do cievok sú slabé. K tomu sa používa rozetový rad (div. Obr. 10), napríklad rozgortku pidpovidnu fit prsta v bublinách a bronzová priechodka je pokrytá rovnakými radmi, al.

Yak zadok pre nastavenie prsta na piest cielených údajov na kompletnej súprave motora motocykla M1A. Maximálny priemer piestu 12 mm... Tiež je možné pripraviť prsty väčšej veľkosti - s priemerom 12,1 mm... Na koncoch prstov farby mäty - bila, čierna alebo chervona, čo znamená veľkosť skupiny. Významy Bilіy mіtkoy, prst väčšieho priemeru, prsty z čiernych a červených rukavíc sú menej viditeľné o 0,0025 a 0,005 mm... Pri dokončovaní farby prstov a piestových perličiek vyberte tie isté, aby predpätie bolo približne 0,01 mm... Inštalácia prsta s interferenčným uložením na navinutie piestu do vykurovania, ak nie je napätie, môže viesť k deformácii piestu. Keď je piest stlačený priamo na špičke prsta, piest je sploštený, takže je možné zdvihnúť prst s červenou vráskou na zvýšenie piestu a pre bobies - s čiernobielym zápästím.
Na odstránenie piestu z ojnice, na odstránenie zaistených pružinových krúžkov z bobov, na piest, na odstránenie piestneho čapu. Uzamknuté krúžky sa dodávajú v dvoch typoch: vysekávané a lisované z oceľového plechu. Po prvé, otrimyuyut za pomocou malých klieští, ostatné - kliešte s okrúhlym nosom s tenkými hrotmi špongií. S kliešťami bude zaisťovací krúžok zahoplyuyut za priestupok drotyanikh kolesa; Do otvorov na koncoch krúžkov z oceľového plechu vložte tenké konce klieští s okrúhlym nosom. Keď ste blízko konca uzamykacieho krúžku, bez problémov prejdite z drážky v výstupku piesta. Aby sa nevytiahol zamknutý krúžok, odporúča sa roztiahnuť pery cez otvory matkiných košieľ a na hodinu ich zavrieť v otvoroch fazule.
Prst, aby pevne sedel v piestoch, je pritlačený na podperu svorky skrutkou (obr. 92) alebo vibruje kladivom z podpery drevenej alebo hliníkovej tyče. Pri vibrácii prsta je piest pevne podopretý masívnym dreveným blokom, aby nedošlo k ohnutiu ojnice, ktorá sa v dôsledku slabých úderov kladivom môže ohýbať v priamom smere.
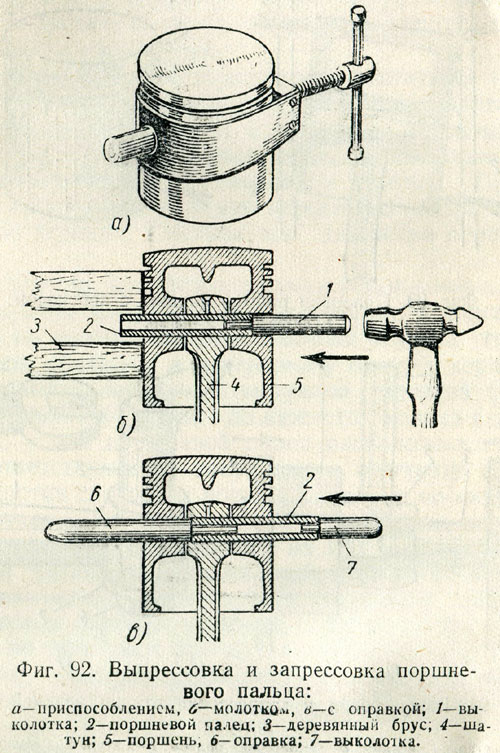
Piest by sa mal úctivo pozrieť okolo seba, bez akéhokoľvek nesúosenia na ohnutej ojnici a pred inštaláciou nového piestu by to malo byť vykonané. Keď robot zošikmuje horný pas medzi prstencami nad otvorom pre prst a spodná časť pavúka je preložená pozdĺž uhlopriečky, môže byť spodná časť hrdla spôsobená vytvrdeným opotrebovaním a diametrálne posunutými rámami. paskviku a časť Bezvýznamnú vigiu spojovacej tyče využíva mierny nápor na hlavu. Viditeľnosť viginy je obrátená spôsobmi, ktoré sú nižšie.

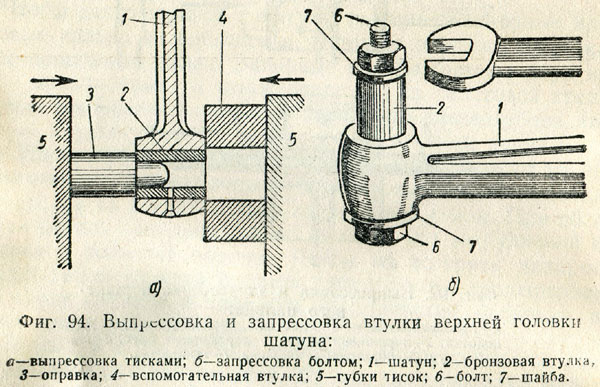
Puzdro hornej hlavy ojnice sa pritlačí a vtlačí do pražca alebo pomocou skrutky a matice za dodatočné zárezy rúrok (obr. 94).
Na inštaláciu prsta sa piest zahrieva pred predkom až na 100 ° vo vriacej vode, a to buď na elektrickom sporáku, alebo na kovovom plechu s teplom. Piest sa v oleji zahrieva ručne, takže keď je piest zložený, piest sa uvedie do kontaktu a pokryje ho horúcim olejom.
Otvorte piest v puzdrách piestu a pri puzdre ojnice zatlačte v nich vysunutý vitonizovaný tŕň 6
s rímsou (obr. 92). Priemer tŕňa by sa mal zmenšiť v menšej miere ako priemer prsta a koniec rímsy za rímsou by mal byť zasunutý do stredu prsta.
Pri zahrievaní piestu má prst úplne voľný vstup, ale iba do okamihu, keď sa zvýši teplota samotného prsta. K tomu, prst, mierne zamascheny autol, zashtovhuyut do piestu môže byť shvidshvyshe celú cestu do prednej časti vloženého uzamykacieho krúžku. Choďte do rúk, aby ste zlomili kladivo, masívny drevený blok a strihanie - vibrujte, na pomoc tým, ktorých môžete, ak chcete vedieť, rýchlo „naplňte“ prst v tomto smere.
V prípade motorov chotiritacty sú piesty, ktoré môžu byť na strane otáčok (priame, spletené, v tvare T alebo dokonca v tvare), nainštalované (pretože neexistujú žiadne špeciálne pokyny pre závod - virobnik) rozložením cyklu dopredu , Vo všeobecnosti je piest v procese využívania motora napichnutý.
Na hlavy piestov dvojtaktných motorov є šípky a napíšte, ako vložiť piest do valcov. Napríklad v motore motocykla M1A sa piest vinie, že sa otočí dopredu na stranu výfuku, označenú priamo šípkou. V prípade nedostatočného orezania zámky piestnych krúžkov spadnú späť z okien na zrkadle a krúžky sa poškodia, keď je piest na svojom mieste.
Pri jazde na hlave piestu sú dané nasledujúcimi príkazmi: v prípade motorov s hrebeňom na hlave piestu je strana hrebeňa na hlave piestu otočená až k výfukovému otvoru a krátka strana je až do prasknutia; piest s vypuklou hlavou (bez hrebeňa) je zhora vložený klietkou až k dolnému krúžku do valca, takže piestový čap sa v priemere roztiahne, otvorí sa priamo do hlavy ojnice. Proti zarážkam piestu na zadný koniec valca položte rukavice bez olivy alebo záhybu, keď je piest vybratý, otočte o 180 ° a nastavenie zopakujte. Na inštaláciu piestu je potrebné pri akejkoľvek myšlienke vibrovať jednou z dvoch polôh, držať zrkadlá zrkadla zrkadla línie valcov a znova pripevniť obrazovku k zrkadlám a prejsť cestami, ktoré sú nie je obsadený oknami. Je tiež správne znovu zvážiť, keď je piest na piestoch s oknami na zrkadlách, keď je piest vo valcoch s rôznymi polohami.
Keď je piest zložený ojnicou, je potrebné dotiahnuť krúžok a vykonať skúšobnú inštaláciu valca, aby sa zmenilo vyosenie piesta vo valci. Pred prednou časťou perevirku urobte prechádzku okolo alebo za pomocou sondy, tlačením cez piest a zrkadlo blízko bobies. Medzery v oboch bobiach majú na svedomí buty. Vzhľad zmeny, budete sa hrať so stopou viginy ojnice, nielen s nesprávnym piestovým robotom, ale aj so zmenou spoľahlivosti upevnenia piestneho čapu. Na konci jednej hodiny sa robot posunie z fazule a potom je prst za zrkadlom valca.
Väčší presný spôsob detekcie a nesúososti posunutia piestov vo valcoch za pomocnými sondami a uchytením, ktorý je v prípade vysokej viditeľnosti motora viskóznejší;
Normálna tepelná vzdialenosť medzi valcom a piestovým pavúkom leží v rozmedzí 0,0254 - 0,0508 mm. Alle for skin dvigun є presná hodnota parametra, ako môžete poznať v technických normách.
Zmena vôle povedie k zablokovaniu piestu alebo piestnym krúžkom a klinu piestu vo valcoch.
So zvýšením vôle sa zvyšuje hluk motora a opotrebovanie piestu a piestnych krúžkov.
Hodnota vôle za dodatočným nastavením priemeru piestu a otvorením valca
Vimіryuvannya priemer spіdnitsі piestu za pomocným mikrometrom.
Priemer piestu sp_dnitsі musí byť obrátený v správnom smere kolmom na os prsta striktne na zriadený blízko k spodnému okraju chrbta.
Zmerajte priemer piestového pavúka v nastavenej výške a zaznamenajte výsledky a hodnoty.
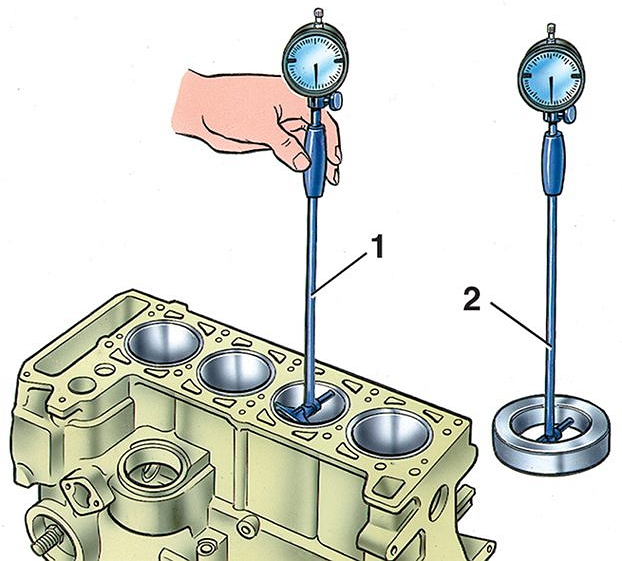
Pre dodatočný vnútorný merač zmerajte priemer valca a zapíšte si výsledky a hodnoty. Na určenie medzery je potrebné zobraziť výsledok prvého vimíra z druhého vybraného výsledku.
Vimіryuvannya vôľa za plochou sondou
Deyakі virobniki dvigunіv proponyuyut vykonávajú vimіryuvannya vôľu medzi piestom a valcom za prídavnou plochou sondou.
Na cich dvoch malých sú ukázané rôzne spôsoby nastavenia medzery za pomoci plochej sondy.
U starých mužov je potrebné, aby pri takom spôsobe úpravy medzery bola sonda vinná z posunu podľa svetovej platne zavedeného obchodu a šírky k prítoku prísne regulovaného zusillu, ktorý je ovládaný pružinovým dynamometrom.
Materiály na prípravu piestu
Oscilácie piestov, yak až virob, sú prezentované dokonca tak vysoko, ako vysoko sú prezentované materiálom, z ktorých sú piesty pripravené.
Materiály cich môžete krátko pererahuvati vimogi:
- Za zníženie dodávok energie má na svedomí materiál matku yakomoga mensh vliateho, ale on s nimi nekončí.
- Mati nízky koeficient teplotnej rozťažnosti.
- Nemeňte svoje fyzické autority(Mіtsnostі) pre vysoké teploty.
- Mati visoku tepelná vodivosť a teplo.
- Matné trenie s nízkou účinnosťou v páre materiálov s dobrou prípravou steny valca.
- Mati visoku op_rn_st nosenie.
- Nemeňte svoju fyzickú silu skôr, ako nalejete na túto možnosť, aby ste knôtili unavenú zrúcaninu materiálu.
- Nie sú však drahé, ďalekosiahle a dajú sa ľahko získať mechanickým a iným druhom spracovania, napríklad litty, v procese spracovania.
Je škoda, že materiály sú vo všeobecnosti vnímané superzrozumiteľnými vimogmi v prírode, jednoducho to nie je jednoduché.
Piesty hromadných automobilových motorov s vnútorným spaľovaním boli pripravené len z dvoch materiálov - chavun a hliník, zliatiny panenského silínu, ktoré sú skladované s hliníkom a kremíkom.
Chavun má veľa pozitívnych vlastností, ako solídny ukazujem vysoká teplota V zliatinách porіvnyannі z Silumіnovі. V parnom čavúne - čavúne, z ktorého sa lámu bloky valcov alebo sa vkladajú do bloku valcov, je vysoký stupeň opotrebovania a nízka účinnosť trenia. Koeficient teplotnej rozťažnosti čavunového piesta je nižší ako analogický indikátor hliníkového piestu.
Ale vin je tiež krátky a krátky. Chavun má nízku tepelnú vodivosť, takže teplota dna chavunového piesta je väčšia ako teplota dna podobného hliníkového piesta. Môžete si myslieť, že to nie je desivé, črepy chavunu sa dajú ľahko predviesť a vyššie teploty. A len na prvý pohľad, pokrok v menšej námahe a účinnosti robota a motora konštruktéra začne dvíhať stupne tuhosti. A veľký horúci chavunny piest neumožňuje poškodenie, triesky v motoroch, kvôli súčtu hluku (benzínové motory) dochádza k detonačnému zapaľovaniu. Ale hlavným nedostatkom chavunu je jeho dočasnosť. Na zvýšenie maximálneho úsilia a účinnosti motora konštruktér zvýši otáčky motora, ale pivo dôležitých piestov cenu nepripúšťa. Preto všetky moderné automobilové motory, ako benzín a nafta, môžu mať hliníkové piesty.
Hliník je výrazne ľahší ako chavun, ale oskilki vin m'yakshe chavun, aby sa pásy piestu dostali na vrchol, z tohto dôvodu piestová skupina hliníkový piest je ľahší ako podobná skupina s chavunným piestom o 30 - 40%. Hliníkový volodya s vysokým teplotným koeficientom rozťažnosti kvôli vstrekovaniu akéhokoľvek uloženia je roztavený do telesa piesta oceľovej termostabilnej dosky a medzier medzi piestom mlyna a studenými prvkami v studenom. Hliníková volodya s nízkym koeficientom mriežky v páre hliníka - chavun. Výsledkom je, že pre indikátor cim je celkom uspokojivé, že hliníkové piesty sú uložené vo veľkom bloku valcov motora alebo chavunných valcoch, tavených alebo vložených do hliníkového bloku valcov. Ale іsnyuti moderné progresívne motory (v hlavnom názve - Volkswagen, Audi a Mercedes) s hliníkovým blokom valcov, pretože nedochádza k fúzii chavunnyh rukávov. V cich motoroch je povrch hliníkových otvorov valcov decilekomom spracovávaný rôznymi spôsobmi. Výsledkom je, že povrch stien valcov sa stáva ešte pevnejším a schopnosť podporovať opotrebovanie sa buduje pod chavunnyh rukávmi. Ale v páre hliník - účinnosť hliníka sa zvyšuje ešte vyššie. Vo všeobecnosti sa na zníženie síl trenia vykonáva žehlenie nosných povrchov piestu sp_dnitsi. V procese zinkovania sa galvanickou metódou nanáša na nosnú plochu piestu spidnytsi tenká oceľová guľa.
Blok valcov bez rukávov
Plazmové pilníky na pracovnom povrchu valcov na vrchu hliníkového bloku valcov sú zobrazené na nádržiach bez vloženia vloženia alebo fúzie vložiek valcov a vstavaného piestu povrchu piestu z povrchu zadierania.
Viditeľnosť chavunnyh rukávov znamená zmenu bloku valcov.
Okraj povlaku proti treniu na celej maličkosti zreteľne ukazuje oceľovú vložku, bola do nej vytvorená drážka pre inštaláciu horného kompresorového krúžku. Inštalácia podobnej vložky znamená predĺženie doby prevádzky piestu.
zliatiny hliníka
Zliatiny kremíka a hliníka, z ktorých sa vo veľkých množstvách moderných automobilových motorov vyrábajú piesty, sú rozdelené do dvoch skupín - eutektické (namiesto kremíka 11 - 13%) a hyperetické (namiesto 26% kremíka). Na zlepšenie tepelnej stability a mechanickej sily sa do zliatiny pridáva nikel, kov a kov. V eutektických zliatinách je vo dne veľké množstvo kremíka, v hliníku sú určité zvyšky, v neeutektických zliatinách môže byť kremík prítomný v kryštáloch, ktoré sú často viditeľné na povrchu materiálu.
Piesty hromadných automobilov sa vyrábajú metódou odlievania do chrómu z eutektických zliatin, úlomky a zliatiny sa môžu využívať energiou. piesty dieselové motory dôležité výhodné autá a najväčšie motory navantazhennyh sa používajú na eutektické zliatiny. Aj keď legovanie môže byť veľa zábavy, trochu viac univerzálnosti pre virobnastiky, vývoj niektorých virób z týchto zliatin je dôležitejší.
Lite a kované
Piesty sú uviaznuté na vysoko výkonných motorových vozidlách s núteným pohonom, ktoré nie sú pripravené s malou bránou, ale metódou Kuvannya (lisovanie za tepla). Kuvannya výrazne zafarbí štruktúru materiálu, takže kované piesty môžu mať väčší efekt a väčší štýl nosenia. Ak sú piesty kované, je nerozumné montovať kazanské oceľové plechy.
Lit. piesty nestagnujú, pretože otáčky motora v pracovnom režime sa pohybujú 5 000 ot / min. Kované piesty navyše znižujú tepelnú vodivosť, takže teplota kovaných piestov je nižšia ako teplota piestov pripravených metódou litta.
Renovácia a selektívny doplnok
Rovnako ako predtým, priemer piestu je vinný z dôsledného nastavenia priemeru valca z dôvodu absencie potrebnej vôle medzi nimi. V skutočnom živote sú však detaily pripravené pozrieť sa jeden na jedného. Okrem toho sú v bagatokh galuzy autá, autá a autá v tomto počte selektívne dopĺňané. Proces prípravy je založený na výsledkoch a podrobnosti sú rozdelené do niekoľkých tried alebo skupín s jednotným rozsahom zvolenej veľkosti. Ak chcete otvoriť valec do triedy kože (zavolajte triedu vibrácií valca v spevavom svale na bloku valcov), vyberte piest rovnakej triedy.
Napríklad na piestoch VAZ sú piesty rozdelené do piatich tried ( A, B, C, D a E. ), Iba tri triedy piestov (A, C a E) sa dodávajú v náhradných dieloch na opravu motora. Vvazhaєtsya, veľmi tsyolkom stačí na vikonannya dobrú opravu.
Skupina piestov podľa priemeru
Stôl a malí sú uvedení iba pre zadok, črepy pre staršie modely motorov, vyrábajú sa piesty nových nominálnych veľkostí. Na malé a v tabuľkách sú predpovedané piesty s iným menovitým priemerom.
Je povolené vypúšťať piesty veľkosti generálnej opravy, ktorých priemer je zmenšený o 0,4 a 0,8 mm.
Nestratte sa v opravách, s triedami pre selektívny výber. Trieda selektívnych vibrácií sa generuje jedna z jednej na bunku a jedna tisíc častí milimetra. A nominálne opravy sa robia na decile desaťkrát na milimeter.
Oprava motora z bloku valcov valcov pred opravou veľkosti otvorov valcov opravárenského zariadenia trvá hodinu, kým sa presne upraví priemer valca na piesty, keď sú honované. Je potrebné opraviť otvory jedného valca opotrebovaním alebo samozrejmosťou odierania, aby sa všetky valce dostali von. Na jeden motor nie je dovolené skladovať piesty nových veľkostí opráv.
Priemer piestu sa mení za pomocou mikrometra v správnom smere kolmom na os čapu piesta v presne nastavenom bode smerom k spodnej časti piestneho pavúka, ktorý je uvedený v osvedčení o oprave.
Všetky zmeny, ako napríklad priemer piestu, takže priemer otvoru valca sa musí vykonať pri normálnej izbovej teplote - 20 ° C? S.
Podľa priemeru je možné použiť rôzne typy piestov v rôznych skupinách alebo triedach piestov. Pred opravou dvigunu si prečítajte príručku na opravu.
Piesty jedného motora sú teda rozdelené podľa nasledujúcich znakov:
- Trieda piestu podľa priemeru (selektívny doplnok)
- Skupinový piestový čap s otvoreným pidom (selektívny doplnok)
- opravná veľkosť
- Skupina piestových váz
V okamihu, keď bol studený motor naštartovaný, to vyzeralo ako zvuk, ale keď motor pokračoval, zmenilo sa to, potom je hodina znova upraviť medzeru medzi piestami a valcami. Je teda načase zapojiť sa do momentového kľúča a opraviť ho.
Je spojený s vôľou medzi piestom a valcom
V procese správneho fungovania motora je pozorovaný prirodzený proces a ozýva sa vôľa medzi piestom a valcom. Je možné zbaviť sa myslí po operácii pri vysokých teplotách dielov.
Dôvodom krúžkovania medzery medzi piestom a valcom môže byť navyše nesprávna regulácia uvoľnených častí, prevrátenie teploty alebo prekrývanie valcov. Nechoďte do zabudnutia, ale všetky súčasti víťazstiev z hliníkových materiálov, ktoré môžu byť podriadenou funkciou expanzie, v niektorých prípadoch legovannyh chavun.
Ak chcete zmeniť vôľu medzi piestom a valcom, v dôsledku toho nastavte teplotu dielov na blok valca. Postupne bolo potrebné sa plaziť vzadu a veľa medzery є prvé odreniny na piestoch.

Vedúci diagnostického oddelenia je prakticky zodpovedný za blok valcov a prvky skupiny piestov motora. Zvýšenie počtu fáz defektov piestov, puzdier a iných častí je možné iba odstrániť hlavou k bloku valcov.
![]()
Po dosiahnutí skupiny piestov začneme riešiť problémy s valcami a piestami. Hlavnými úpravami pre zmenu priemerov sú: mikrometer - pre piesty a vnútorný priemer (kaliber indikátora) na nastavenie priemeru valca.
Normy pre piesty a valce
Po prvé, za všetko, čo sme sa zaoberali opravou skupín piestov, sme vinní šľachty, aby sme zistili skupiny priemerov piestov a tabuľky nominálnych veľkostí valcov a piestov. Samotné informácie a je potrebné si ich objednať ďalej.
Priemer piestov je klasifikovaný podľa veľkosti priemeru do 5 tried: A, B, C, D, E cez kožu o veľkosti 0,01 mm. Plus kategória pre priemer otvoru od piestneho čapu cez kožu 0,004 mm. Na spodnej časti piestu sú vyznačené čísla (otvorená kategória) a písmená (trieda piestov).

Dodržiavať normy, ktoré sú zodpovedné za vôľu medzi piestom a valcom. Pri nových častiach je chyba 0,05 - 0,07 mm. Pokiaľ ide o počet častí v prevádzke, vôľa medzi piestom a valcom nie je previnená 0,15 mm.
Nie je potrebné merať vôľu medzi piestom a valcom. Pokiaľ ide o piesty, piesty sú rovnakej triedy ako valce. Ak je vzdialenosť medzi piestom a valcom v prípade využívaného motora 0, 15 mm, potom musíte pristúpiť k výberu piestov k valcom s maximálnym priblížením sa k veľkosti piestu.
Pred popredím sa rostozhuvannya valcov vykonáva čo najbližšie k hodnotám veľkosti opravy. Okrem toho je potrebné nezabudnúť na preťaženie príspevku na pečenie približne 0,03 mm. A os je teraz možná za piestami.

Pri honovaní je potrebné ukázať priemer, pri inštalácii piestu je vôľa 0,045 mm.
Piesty sa merajú mikrometrom a valce s vnútorným rozchodom. Priemer valca sa meria v niektorých pásoch a dvoch kolmých oblastiach.
Piesty je možné nastaviť na valce, okrem menovitej veľkosti alebo generálnej opravy je potrebné prispôsobiť hmotnosť piestov. Vona buvaє je normálna, znížená alebo znížená o 5 gramov. Napríklad až do piestov opravárenskej skupiny sa piesty odoberajú na opravy, tiež na opravy.
Keď ste videli medzeru medzi piestom a valcom, môžete ľahko zdvihnúť únavné úpravy a keď sa valec otočí (podľa potreby), namontujte piest.
Veľa šťastia s vôľou medzi piestom a valcom.







